Балластный киль является одной из основных частей парусного
прогулочного судна. Судно оборудуют обычно наружным килем, но используют
также и внутренние кили, которые дают иногда лучшие результаты.
Самый распространенный метод крепления киля - установка его на болтах с
наружной стороны. Этот традиционный метод можно считать вполне разумным:
он позволяет в большей степени сосредоточить массу в нижней части судна,
чем любой внутренний киль. Однако при таком методе установки киля на
формованное судно возникает ряд серьезных проблем, которые не возникали
при постройке деревянных судов.
Основная проблема -пригонка. Обычное деревянное судно строится, начиная
с киля, поэтому киль всегда точно сопрягается со всеми прилегающими к
нему элементами, даже если его форма или размеры не соответствуют
заданным, поскольку вся постройка ведется <вокруг киля>. На судне,
постройка которого начинается не с закладки киля (такой метод получает
распространение), вследствие значительной толщины сопрягаемых с ним
частей корпуса легко добиться точного прилегания киля, практически без
ослабления корпуса судна, удалив некоторое количество древесины.
Корпус стеклопластикового судна повторяет очертания формы, в которой он
был изготовлен. Следовательно, в этом случае конфигурация киля должна
соответствовать обводам корпуса, а не наоборот, как в случае деревянного
судна. При этом киль необходимо изготовлять в таких же жестких допусках,
как и корпус. Киль к корпусу следует присоединять сразу после
формования, чтобы корпус отверждался, опираясь на киль. Если это
невозможно, нужно закрепить корпус для предотвращения деформаций,
которые исказят размеры, полученные с соблюдением жестких допусков.
Обычно при подгонке киля толщину деревянного корпуса вполне допустимо
уменьшить на 5-6 мм. Такое же уменьшение толщины корпуса формованного
судна небольших размеров резко ослабит его конструкцию и даже в случае
более крупного судна ощутимо скажется на прочности. При удалении
материала необходимо с избытком компенсировать уменьшение прочности
наформовкой дополнительных слоев изнутри.
Попытка с силой подогнать киль завышенных размеров приведет лишь к
разрушению корпуса. Изменить форму стального киля в условиях обычной
верфи для постройки мелких судов невозможно, поэтому не следует
приобретать киль больших, чем нужно, размеров. Правда, киль из свинца
можно подогнать за счет некоторого уменьшения его массы. Следует иметь в
виду, что свинец, обладающий большей объемной массой, лучше подходит для
изготовления наружного киля, поскольку при этом уменьшается масса
балласта и улучшаются характеристики судна. В тех случаях, когда вопрос
стоимости имеет важное значение, следует предпочесть более простой и
дешевый внутренний киль.
Точное расположение отверстий под болты в киле обеспечить, пожалуй, еще
труднее, чем изготовить точную отливку. Однако на предприятии,
выполняющем заказ по изготовлению киля, должны стремиться разместить
отверстия так, чтобы они совпадали со шпангоутами. Отверстия в корпусе
судна следует сверлить на месте по отверстиям в киле. Если же отверстия
проделать заранее, на стадии формования, то впоследствии, возможно,
придется заниматься сложной и трудоемкой работой по изменению их
положения.
Можно избежать необходимости выдерживать жесткие допуски и облегчить и
удешевить процесс изготовления киля, если его конструкцию с самого
начала разрабатывать с учетом особенностей формованного судна.
Необходимо стараться делать конструкцию максимально упрощенной, без
углублений, выступов или утолщений. Киль должен с одного конца
устанавливаться свободно во избежание заклинивания даже при завышении
его размеров. При необходимости можно установить на корпус вплотную к
свободному концу киля деревянную или формованную накладку. После
установки накладке придается требуемая форма в соответствии с
фактической формой и размерами киля. Обработать изготовленную из дерева
или отформованную в виде тонкостенной детали накладку до нужных размеров
не составит большого труда. Дерево вполне пригодно для плавания в
северных морях, но в тропических водах нужна накладка, отформованная из
стеклопластика или изготовленная из другого материала, устойчивого
против древоточцев. В идеальном случае Литой киль должен прилегать
настолько плотно, чтобы между ним и сопрягаемой поверхностью корпуса
остался зазор не более 2 мм, заполняемый уплотнительным материалом. Если
размеры киля меньше номинальных (это считается нормальным явлением), при
его установке требуется заделывать зазоры. Однако при слишком толстом
слое эластичного уплотнительного материала киль может колебаться
относительно корпуса. Для предотвращения этого слой эластичного
уплотнительного материала нужно делать тонким, а остальную часть зазора
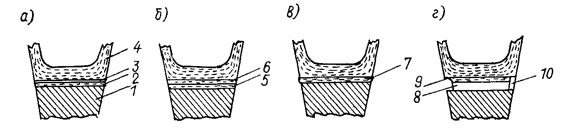
заполнять жестким материалом (рис. 64).
Рис. 64. Установка подкладки и заделка киля: а -
киль 1 заделан в корпусе 4 путем наслоения стекломата 2 до получения
нужной формы установочного места; после отверждения стекломат
опиливается напильником и на него устанавливается киль с применением
уплотняющего состава 3; б - зазор больших размеров заполняется мокрым
стекломатом 5 для получения предварительной конфигурации посадочного
места; после отверждения стекломата на него снова наслаивают мокрый
стекломат 6 для получения окончательной формы; в - если посадочные места
киля и корпуса точно соответствуют один другому, киль можно установить
на толстом слое уплотняющего состава 7; г - при необходимости выполнить
заделку значительной толщины используют деревянную плашку 8 и подкладку
из мокрого стекломата или уплотняющего состава 9, оставляя по краям
выемки глубиной 10-15 мм, которые впоследствии заполняют шпаклевкой 10
на основе смолы.
Размеры киля можно предварительно увеличить почти до требуемых
значений путем наформовки на него стекломата. После отверждения
поверхность мата сглаживают опиловкой. Затем киль притягивают к корпусу
судна болтами, заполнив оставшийся зазор уплотнительным материалом. Если
зазор окажется слишком большим, для его заполнения могут понадобиться
куски дерева. Дерево необходимо защитить от возможного повреждения
древоточцами.
Можно получить некоторую экономию времени, если предварительно стянуть
корпус и киль через прослойку из мокрого стекломата, чтобы придать
стекломату форму, обеспечивающую плотное прилегание. После схватывания
стекломата киль нужно снять, стекломат подрезать и опилить, проверить
состояние и форму его поверхности и в случае необходимости увеличить
толщину дальнейшей наформовкой материала. Следует обращать особое
внимание на те сопрягаемые поверхности, по которым происходит скольжение
при установке и снятии киля, например, на вертикальные кромки. На таких
поверхностях стекломат может собираться в складки и образовывать бугры.
Широко распространенный метод заделки киля с использованием в качестве
уплотнительного материала мокрого стекломата применять не рекомендуется.
Под действием высокого давления, создаваемого затяжкой болтов, крепящих
киль, и массой судна, смола выдавится из зазоров и в местах выступов
останется почти сухое несжимаемое стекловолокно. Кроме того, мокрое
стекловолокно обладает плохой текучестью и при неровной поверхности на
ней останутся незаполненные промежутки. Сухое, не пропитанное смолой
стекловолокно легко подвергается разрушающему воздействию воды,
приводящему к загниванию и постепенному ослаблению соединений или
появлению течи.
Если по каким-либо причинам желательно выполнить заделку на смоляной
основе, лучше использовать шпаклевку на основе смолы или
высокотиксотропную мастику. Они хорошо растекаются, поскольку в отличие
от стекломата не содержат ограничивающих движение волокон стекла, и не
образуют складок или твердых выступов. Любой использованный для заделки
материал на основе смолы (например, мокрый стекломат, шпаклевка или
тиксотропная мастика), отверждаясь, становится жестким и не обладает
никакой податливостью. Некоторые специалисты утверждают, что киль
следует крепить жестко, но с этим трудно согласиться. При таком
креплении самое незначительное смещение киля впоследствии приведет к
растрескиванию соединения. Помимо динамических нагрузок, действующих при
движении судна, возникают и термические напряжения: температурное
расширение стеклопластика в два раза больше, чем стали. В холодную зиму
уже одно это обстоятельство приведет к растрескиванию жесткого
соединения. Но не должно быть и соединения стали со стеклопластиком
вовсе без заделки. Под действием высокого давления защитный декоративный
слой в таком соединении будет разрушен, в особенности в местах
неровностей на поверхности стальной детали, или в стеклопластике
возникнут предварительные напряжения.
Существенным с практической точки зрения недостатком, связанным с
заделкой киля при помощи мокрого стекломата, шпаклевки или мастики на
основе смолы, является ограниченность времени их пригодности к
использованию после приготовления. Очевидно, что при заделке болты,
крепящие киль, должны быть затянуты еще до отверждения смолы. Однако
время, необходимое на устранение непредвиденных мелких осложнений, часто
возникающих в процессе присоединения киля к корпусу судна, выверки и
регулировки их взаимного положения, а также затяжки крепящих киль
болтов, может превысить время пригодности смолы к использованию. Если ее
отверждение произойдет преждевременно, киль останется незаделанным и,
скорее всего, не будет точно пригнан к корпусу. Вынужденная поспешность
при выполнении подобных работ высокой сложности бывает губительна.
Поэтому необходимо, чтобы время пригодности уплотнительных материалов
было длительным.
Упругий уплотнительный материал не должен терять своей эластичности с
течением времени. Подверженные старению шпаклевки в данном случае
непригодны. Но и чрезмерно текучие уплотнительные составы будут легко
выжаты из зазоров. Здесь нужны вещества с умеренной твердостью, скажем,
порядка 50 по Шору (шкала А). Практически это должны быть эластомеры,
обладающие высокой способностью к упругой деформации и сжимаемостью.
Подходящими являются эластомеры на основе полисульфидов, силиконов и
полибутадиенов. Следует, однако, иметь в виду, что не все эластомеры на
основе указанных соединений будут пригодны и что можно с успехом
использовать некоторые эластомеры на основе других соединений. Вместо
упругих уплотняющих составов иногда применяют прокладки из не-опреновой
резины, но при этом необходимо, чтобы зазор между килем и корпусом был
везде строго одинаковым. Все упомянутые уплотнительные материалы
являются дорогостоящими, но зато гарантируют высокое качество и
надежность уплотнения.
Снаружи соединения можно отделать шпаклевкой на основе смолы. Это
позволит скрыть погрешности отливки киля и подгонки его к корпусу. На
быстроходном судне следует загладить любые неровности не только в месте
соединения киля с корпусом, но и в самом киле и во всех соединительных
деталях. Это необходимо для обеспечения плавного обтекания подводной
части судна. Поверхность балластного киля можно покрыть шпаклевкой для
устранения шероховатости отливки. Разумеется, стальной киль и все
стальные детали должны быть оцинкованы или подвергнуты иной
антикоррозионной обработке. Необходимость очистки ржавых килей не
способствует сокращению объема профилактического обслуживания.
Сквозные отверстия в киле из стеклопластика толщиной 25 мм и более
просверлить обычным сверлом нелегко. Для этой цели можно использовать
специальные сверла с наконечниками из твердых сплавов. Если положение
болтов точно определено заранее, то надобность в сверлении отпадает. В
этом случае достаточно установить в форму деревянные пробки, которые
после формования корпуса извлекаются вместе с ним и затем легко
выбиваются или высверливаются, после чего остаются чистые, не требующие
дополнительной обработки отверстия.
Рис. 65. Рекомендуемая минимальная толщина
корпуса в месте установки наружного (а) и внутреннего (б) киля. t -
нормальная толщина оболочки киля.
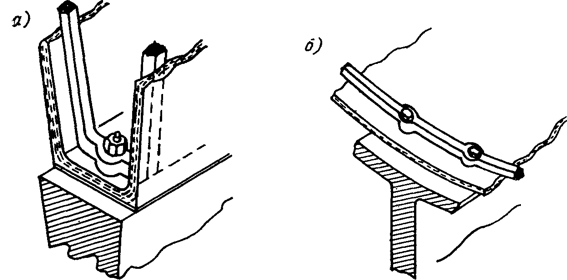
Рис. 66. Крепление киля болтами: а - болты,
крепящие киль, пропущены через шпангоуты, которые можно отформовать с
местным увеличением ширины; б - аналогичное крепление плавникового киля.
Необходимо, чтобы корпус в месте установки балластного киля был
достаточно прочным. Толщина обшивки корпуса должна не менее чем вдвое
превышать толщину обшивки днища. Такую же повышенную толщину следует
сохранить на днище и бортах на расстоянии не менее половины ширины киля
от места его установки, только затем толщину обшивки можно плавно
уменьшить до номинальной (рис. 65). Под болты, крепящие киль, нужно
подложить шайбы достаточно большого диаметра или, что лучше, широкие
планки. Болты необходимо располагать вблизи шпангоутов или пропускать
через отформованные на них уширения (рис. 66). Заполнитель в шпангоутах
должен быть в этих местах несжимаемым.