Самым распространенным элементом жесткости является
формованное коробчатое ребро, сечение которого напоминает по форме шляпу
<цилиндр> (рис. 18). Однако часто такое ребро в сечении больше похоже на
<котелок> или даже на некое творение из салона дамских шляпок.
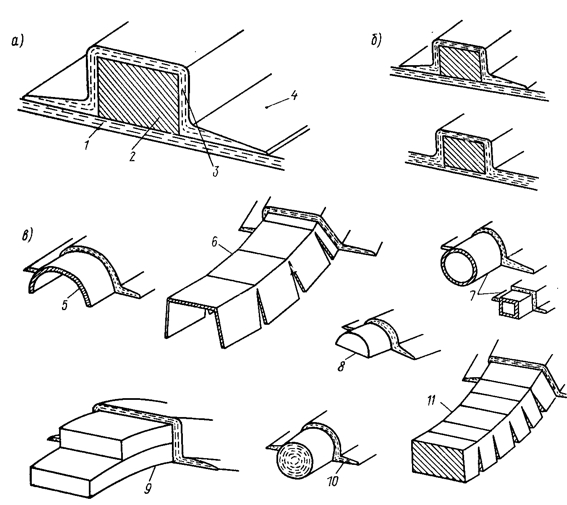
Рис. 18. Применение ребер жесткости коробчатого
сечения: а - основные элементы; б - ребро жесткости, отформованное за
одно целое (внизу) и приформованное (вверху); в - виды заполнителей. 1 -
формованная оболочка; 2 - заполнитель, не являющийся частью конструкции;
3 - ребро жесткости коробчатого сечения, наформованное поверх
заполнителя; 4 - фланец переменной толщины; 5 - распиленная пополам
картонная трубка; 6 - надрезанный алюминиевый швеллер или картон; 7 -
алюминиевая или пластмассовая труба и прессованные профили или
промасленная бумага и ткань; 8 - полукруглый деревянный профиль; 9 -
слоистый пенополиуретан; 10 - скатанная газета или бумажная веревка; 11
- частично распиленный брусок или отдельные кусочки дерева.
Основной принцип создания ребра коробчатого сечения
заключается в наформовании мокрого стеклопластика поверх заполнителя с
целью получения профиля типа швеллера с фланцами ("поля шляпы"),
которыми ребро присоединяется к конструкции. Такое ребро можно получить
в процессе формования или сразу после того, как формование основной
оболочки будет завершено, или даже еще позже. Его можно сделать
неотъемлемой частью оболочки, накладывая последующие слои материала
поверх заполнителя, либо отдельной деталью, присоединяемой к оболочке
дополнительно. Для достижения оптимальной прочности данную операцию
лучше производить в процессе формования или сразу по его окончании, но
до отверждения основной конструкции. Однако практически это не столь
важно, поскольку некоторое снижение прочности за счет воздействия
различных отрицательных факторов всегда учитывается коэффициентом запаса
прочности. Сжатие коробчатого ребра жесткости в процессе отверждения
может вызвать деформацию легкой формованной конструкции. Чтобы избежать
этого, конструкцию следует закрепить с помощью упоров или зажимов.
Обычно заполнитель рассматривают лишь как форму, поверх которой
происходит формование коробчатого ребра жесткости, являющегося
конструктивным элементом. Поскольку заполнитель нужен лишь до тех пор,
пока стеклопластик не заполимеризуется, не требуется, чтобы он был
прочным и долговечным. Вынуть заполнитель по окончании формования
невозможно, поэтому его нужно относить к расходуемым материалам.
Очевидно, заполнитель должен быть дешевым и легким. Однако в районе киля
полезно иметь тяжелый заполнитель, чтобы сократить объем,
предназначенный для заполнения балластом.
Следует помнить: прочность обеспечивается формованным коробчатым ребром
жесткости, а не заполнителем; именно в этом заключается основной принцип
создания конструкции. Заполнитель должен обладать только достаточной
эластичностью или, будучи надрезанным, принимать форму, соответствующую
контурам конструкции, а также быть достаточно дешевым. Коробчатое ребро
формуется в мокром состоянии, поэтому оно очень легко подгоняется и
стыкуется с конструкциями самой сложной формы. Более того, оно с первого
же раза получается правильно изготовленным. Не нужно никаких
распариваний, подгибаний, примерок, подгонок и повторных примерок,
которые могут повлечь за собой большие затраты труда при использовании
иных материалов, в исходном состоянии гораздо более дешевых.
Заполнитель может быть изготовлен из любого материала, не оказывающего
вредного воздействия на смолы. Он должен легко принимать нужную форму,
просто крепиться и не оказывать отрицательных воздействий на материал
оболочки при старении. Если же для получения заполнителя необходим
большой объем обработки, то проще изготовить сплошное ребро жесткости
одним из обычных способов.
Для изготовления заполнителя широко используют следующие материалы:
полностью или частично распиленные на элементы деревянные бруски;
полукруглые деревянные профили;
бумажную веревку;
свернутую газету;
картон, согнутый в коробчатый профиль или свернутый в трубку;
картонные трубки, разрезанные пополам в продольном направлении;
алюминиевый швеллер с V-образными поперечными надрезами;
бруски пенополиуретана;
полиэтиленовые трубы и прессованные пластмассовые профили;
трубы из промасленной бумаги или ткани ("систофлекс");
металлическую фольгу или проволочную сетку.
Наиболее распространенным материалом заполнителя является дерево,
поскольку в нем хорошо держатся винты и к нему можно крепить различные
детали в жилых помещениях. Дерево дешево, недефицитно, хорошо знакомо, и
ему несложно придать нужную форму. Деревянный брусок, распиленный на
секции небольшой длины или надпиленный почти до конца, так, чтобы его
можно было изгибать, легко принимает форму любой кривой.
Тонкостенный алюминиевый швеллер небольших размеров с распилами на
полках легко изогнуть. Правда, он стоит дорого, но не выделяет вредных
продуктов разложения.
Скрученная бумага и сложенный в несколько слоев картон дешевы, но при
наличии течи они размокают. Это не причинит вреда конструкции, но все же
лучше использовать непромокаемую крафт-бумагу или водостойкий картон.
Заполнитель несложно изготовить из проклеенных полос пенополиуретана.
Жесткость такого заполнителя можно увеличить, покрыв пенополиуретан
смолой и нарастив его толщину до требуемой путем увеличения числа слоев.
Такому заполнителю нетрудно придать нужную форму и профиль.
Пенополистирол для этой цели не пригоден, поскольку он растворяется от
действия смол.
В районе киля, где увеличение массы весьма желательно, а наличие пустых
или недостаточно загруженных пространств является большим недостатком,
хорошими заполнителями могут быть бетонные блоки, содержащие полосы
свинца или иного металла, а также полиэтиленовые трубы, наполненные
дробью или песком.
В ходе формования коробчатого ребра жесткости временно удерживайте
заполнитель в нужном положении с помощью смолы или маскировочной липкой
ленты. Если вы хотите, чтобы конструкция выглядела аккуратно и не
кустарно, располагайте заполнитель ровно и симметрично. Точность при
формовании совершенно необходима в тех случаях, когда в качестве мест
крепления палубы, крупных предварительно отформованных секций или
каких-либо заранее изготовленных деталей предполагается использовать
шпангоуты. В производственных условиях рекомендуется применять зажимные
устройства, фиксирующие шпангоуты в нужном положении. Такие устройства
не дешевы, но зато позволяют избавиться от трудностей, которые возникают
при необходимости изменить положение хотя бы одного неправильно
установленного шпангоута.
Если заполнитель надежно изолирован от контакта с влагой и воздухом,
появление загнивания маловероятно, но в случае повреждения оболочки,
просачивания воды или наличия внутренних дефектов разложение не должно
приводить к возникновению избыточного давления газов, разбуханию или
какому-либо иному вредному для пластического материала последствию.
Обычно результатом любого повреждения или внутреннего дефекта бывает
незначительное разбухание, а газы, образующиеся в процессе разложения,
сами находят выход (см. также 2.16).
Формование шпангоутов в виде ребер коробчатого сечения придает обшивке
значительную дополнительную жесткость и обходится дешевле, чем
наращивание толщины, приводящее к аналогичному результату. Но шпангоуты
должны быть отформованы прочно. Некоторые из них выглядят массивными, а
на самом деле являются тонкостенными и слабыми. Иногда роль
конструктивных элементов могут играть заполнители из дерева, но в этом
случае стеклопластик должен быть достаточно прочным, чтобы Удерживать их
в прижатом книзу положении, и не должен иметь пор. Дерево, используемое
в качестве заполнителя, должно обладать высокой стойкостью против
гниения, возникновение которого невозможно обнаружить.