Глава 1. Крепление арматуры и соединение
отформованных конструкций
1.4. Соединение двух элементов
Способы соединения отформованных конструкций по существу одинаковы
(как для жестких и отвержденных заготовок, так и в случае приформовки
мокрой детали к полученной ранее жесткой конструкции).
Приформовка внахлестку мокрой детали поверх уже отвержденной обычно
обеспечивает достаточно прочное соединение благодаря высокой степени
химической связи и плотному контакту сопрягаемых деталей. Но две
отвержденные детали лучше скреплять механическим способом. Довольно
часто рекомендуется соединять две отвержденные отформованные конструкции
с помощью проложенного между ними слоя мокрого стекломатериала и смолы.
Однако такое соединение не будет абсолютно надежным, поскольку обычно
применяемые при формовании полиэфирные смолы не обеспечивают достаточно
прочного адгезионного сцепления конструкций и при этом нарушается
непрерывность стекловолокна. Подобное соединение можно использовать лишь
в сочетании с механическим.
Для достижения равномерной прочности конструкции все соединения должны
выполняться внахлестку. Стыковые соединения, за исключением соединений с
накладками, использовать не следует. Примеры рекомендуемых соединений
показаны на рис. 2 и 3. Одинарные соединения внахлестку (рис. 2) могут
быть как <мокрыми>, так и <сухими>.
Для двойных соединений внахлестку (рис. 3) и в случае приформовки
угольников более пригодны мокрые элементы, поскольку мокрому
стеклопластику легко придать нужную форму и обеспечить надежный контакт
сопрягаемых деталей; при этом, если позволяет конфигурация, можно также
использовать на стыках накладки из другого листового или профильного
материала.
Кромки детали для соединения внахлестку должны быть скошены; соединение
со <ступенькой> весьма нежелательно. Если одна из соединяемых деталей
значительно толще другой (рис. 4), соединение должно быть сглажено, так
как внезапное изменение толщины приводит к концентрации напряжений.
Чтобы избежать резкого изменения толщины, нередко увеличивают толщину
более тонкой детали в зоне соединения или подкладывают под нее полоску
фанеры. Соединение в косой стык достаточно прочно лишь при тщательной
его проклейке или сквозном механическом креплении. Если сухое соединение
имеет большую протяженность и по всей его длине должно быть обеспечено
плотное прилегание сопрягаемых деталей (обычное требование для
формованных судовых конструкций), необходимо очень точно выполнять
раскрой. В тех случаях, когда гладкая поверхность нужна на большой
длине, проще использовать стыковое соединение с V-образной разделкой
кромок и накладкой или соединение внахлестку с углублением. Такие
соединения и более надежны (если соединение легче выполнить, то меньше
вероятность, что оно будет с дефектом).
Иногда к размерам и внешнему виду внутренней стороны отформованной
конструкции предъявляются настолько жесткие требования, что при
небольшом выступе или плавно сглаженном соединении внахлестку
конструкция считается неприемлемой. Обычно эти требования касаются лишь
небольшого участка соединения. В таких местах делается прямой или
скошенный стыковой шов, который будет подкрепляться прилегающими к нему
соседними участками соединения внахлестку. Прочность соединения
повышается, если оно пересекается каким-либо конструктивным элементом,
например, шпангоутом или переборкой.
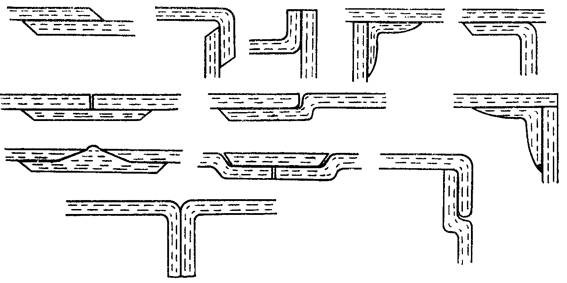
Рис. 2. Одинарные соединения внахлестку. Для
предотвращения возможного расслоения соединения нижнего ряда
рекомендуется дополнить сквозным креплением.
Рис. 3. Двойные соединения внахлестку.
Соединения нижнего ряда для растягивающих нагрузок непригодны.
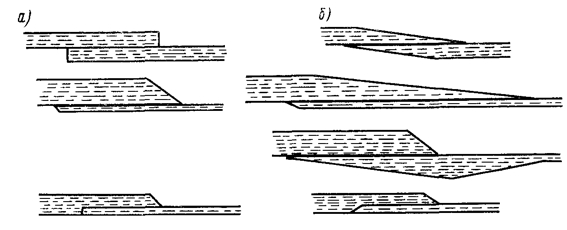
Рис. 4. Резкие изменения контура или толщины
деталей в месте соединения, вызывающие концентрацию напряжений (а).
Предотвращение концентрации напряжений с помощью плавных переходов (б).
Если в процессе соединения один из элементов накладывается в
неотвержденном состоянии, то обеспечивается надежное сцепление, полное
прилегание сопрягаемых поверхностей и никакого специального уплотнения
не требуется. Но в месте соединения двух отвержденных отформованных
деталей или отформованной и деревянной детали необходимо надежное
уплотнение. В таких случаях следует использовать высококачественные
эластомерные уплотнители, такие как прокладки на основе по-лисульфида
(тиокол), силикона, полибутадиена или неопрена. Более дешевыми
уплотнителями могут служить не теряющие эластичности компаунды,
употребляемые при заформовке. Стеклопластик является упругим материалом,
поэтому применяемые уплотнительные материалы также должны быть упругими
и не терять прочность с течением времени. Вместе с тем соединение, на
которое с внутренней стороны наформован для усиления подкрепляющий
элемент, следует считать неподвижным; для его уплотнения можно
использовать менее эластичные материалы, например, шпаклевку на основе
синтетической смолы.
Неотвержденные полиэфирные связующие соединяются с от-вержденными
полиэфирными материалами вследствие их химического сродства. Но чем
больше времени прошло с момента отверждения стеклопластика, тем слабее
химическая связь и тем вероятнее, что поверхность стеклопластика будет
загрязнена. Поэтому поверхности любых соединяемых конструкций, кроме
только что изготовленных и не бывших в эксплуатации, необходимо
тщательно обезжиривать и зачищать шлифовальной шкуркой. На шероховатой
поверхности сцепление всегда прочнее, чем на поверхности с наружным
декоративным слоем. Вместо полиэфирной можно использовать эпоксидную
смолу, применение которой дает возможность получить более прочные
соединения и в то же время сохранить слоистую структуру материала.
Зазор между соединяемыми элементами часто бывает достаточно большим,
потому что невозможно обеспечить точную подгонку по всей длине
соединения таких крупных конструкций, как, например, корпуса и
отформованного планширя или палубы. При отверждении неизбежно происходит
неравномерное сжатие. Погрешности пригонки нередко удается исправить при
помощи механических креплений. Этому способствует естественная гибкость
отформованных заготовок, позволяющая подтягивать одну заготовку к
другой. Попытка использовать в таких случаях слои пропитанного связующим
компонентом стекломата приводит к еще большему разъединению
полуэластичных отформованных элементов. Однако стягивание краев
соединяемых частей с помощью механических креплений допустимо лишь в
ограниченных пределах, поскольку эти части должны оставаться
ненагруженными.
Способы соединений отформованных конструкций с деревянными или
металлическими деталями в общем такие же, как и двух отформованных
заготовок. Следует избегать стыковых соединений и стараться применять
какую-либо разновидность соединения внахлестку. При выполнении мокрого
соединения на деталь необходимо сначала нанести грунт, наиболее
подходящий для того материала, из которого она сделана. Площадь контакта
сопрягаемых деталей в таком соединении должна быть достаточно большой, а
сопряжение следует осуществлять вза-мок. При этом формованная
конструкция охватывает значительную часть детали из другого материала и
соединение получается намного прочнее, чем в случае контакта деталей по
плоскости. Зачастую удается спроектировать соединение таким образом, что
деталь оказывается заделанной внутрь формованной конструкции.
Если нет подходящих грунтов для дерева или металла, то сцепление вряд ли
будет надежным. В таких случаях вместо приформовки следует использовать
механическое крепление или склеивание. Склеивание и обычные способы
крепления, как правило, дают удовлетворительные результаты при условии
грамотного исполнения. Поскольку они хорошо знакомы, надежность
соединения будет большей даже при недостатке опыта, что также
немаловажно.