Ремонт колесных пар со сменой бандажей, осей, центров и пальцев
кривошипов производят в основном на паровозоремонтных заводах.
Исключение допускается лишь с особого разрешения Министерства для
отдельных предприятий, имеющих специальное оборудование.
В паровозных депо большинства промышленных предприятий выполняют
-следующий ремонт колесных пар: обточку и перетяжку бандажей, обработку
осевых шеек и пальцев кривошипов и разрешенные сварочные работы. ,
Основными причинами обточки, перетяжки или смены бандажей является износ
и ослабление их на ободе.
Износ бандажей имеет вид кругового желобка, постепенно увеличивающегося
по мере увеличения пробега паровоза. Быстрота образования проката
бандажей зависит от качества металла, величины нагрузки на оси паровоза,
диаметра колес, профиля пути и расположения кривых на том участке, где
работает паровоз. На быстрое образование проката бандажей оказывает
сильное влияние буксование паровоза. При наличии проката ход паровоза
становится менее спокойным и все части механизма быстро расстраиваются.
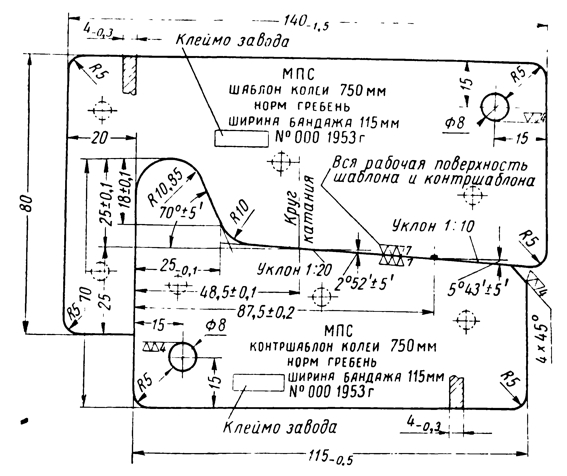
Поэтому прокат бандажей более 7 мм для паровозов недопустим и их
обтачивают на специальных колесных станках по установленным шаблонам
(фиг. 193 и 194). Для правильной работы машины паровоза бандажи колес
всех спаренных осей обтачивают до одинакового диаметра.
Кроме общего проката, на бандажах образуется так называемый местный
прокат главным образом на бандажах ведущих осей против пальцев
кривошипа. Местный прокат - результат проскальзывания бандажа в момент
его разгрузки, т. е. когда дышла находятся внизу, а противовес - вверху.
Помимо местного проката, на бандажах образуются выбоины (скользуны)
вследствие неумелого или сильного торможения паровоза.
Вместе с прокатом бандажей наблюдается и износ их гребней или реборд.
Причина неравномерного износа гребней бандажей всего ската заключается в
работе паровозов в кривых путях малого радиуса при слишком большой
величине жесткой базы паровозов. Если же,сткая база слишком велика,
более значительный износ гребней замечается у бандажей обоих крайних
сцепных колес. Этот недостаток устраняют устройством несколько большего
разбега у буксовых подшипников этих осей.
Иногда наблюдается износ гребня бандажа только у одной колесной пары.
Такой износ - результат неправильной установки оси этой колесной пары,
т. е. неперпендикулярности оси по отношению к раме паровоза или того,
что вся ось этой колесной пары, будучи перпендикулярной к раме,
несколько больше сдвинута на одну сторону рамы по сравнению с другими
осями.
При износе гребней бандажей до установленного предела бандажи обтачивают
даже тогда, когда прокат рабочей поверхности их не достиг предельного
размера. Перед обточкой на выработанную часть гребня наваривают слой
металла.
Фиг. 193. Шаблон и контршаблон для проверки
профиля гребневых бандажей паровозов узкой колеи.
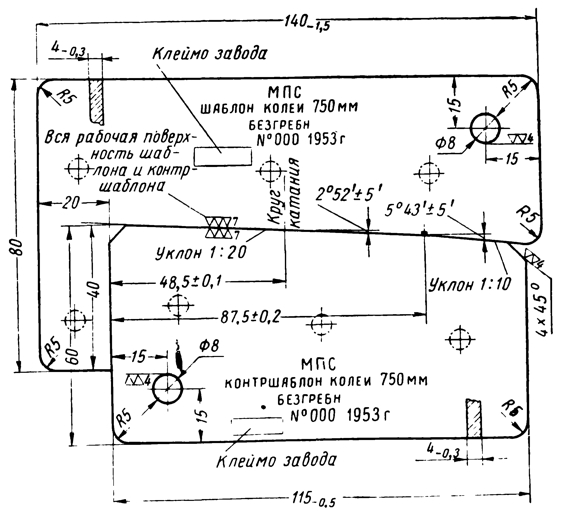
Фиг. 194. Шаблон и контршаблон для проверки
профиля безгребневых бандажей паровозов узкой колеи.
Кроме проката бандажей, наблюдаются трещины, плены и раковины в
металле. Пленами называют непроваренные части металла, которые
располагаются в виде слоев на бандаже. Трещины и плены, расположенные
вдоль бандажа, обтачивают. При наличии поперечных трещин и плен бандаж
заменяют новым.
При ослаблении бандаж снимают. Чтобы снять старый годный бандаж с
колесного центра, предварительно удаляют укрепляющее кольцо. Слабый на
ободе бандаж обычно без нагрева свободно сходит от ударов кувалды. В
противном случае бандаж нагревают до температуры н$ свыше 320°. После
полного естественного остывания бандажа и обода соприкасающиеся
поверхности тщательно очищают стальными щетками. Затем определяют
необходимую толщину прокладки путем обмера наружного диаметра обода и
внутреннего диаметра бандажа. Натяг при посадке бандажа на 1000 мм
диаметра обода должен составлять 1 -1,5 мм. Перед насадкой бандаж
нагревается в горне, обеспечивающем равномерный нагрев до 250-320°, что
определяется свинцовой палочкой.
Между ободом и бандажом ставят в один слой прокладки толщиной до 2 мм
на паровозах широкой колеи и до 1 мм. на паровозах узкой колеи.
Количество прокладок не более четырех для широкой колеи и две для узкой.
Прокладки ставят друг к другу впритык или с промежутками не более 10 мм
для широкой колеи и 5 мм для узкой.
После насадки бандажа на обод ставят предохранительное кольцо,
уплотняемое путем поджатия кромки бандажа пневматическим молотком через
гладилку.
После насадки и перетяжки на бандаж и обод наносят риски, необходимые
для контроля за сдвигами в условиях эксплуатации. Место нанесения рисок
закрашивают красной краской.
При ослаблении колесного центра на оси (сдвиг центра по длине и
окружности оси; смятие шпонки) колесная пара снимается для полного
освидетельствования. Выступление смазки, ржавчины и растрескивание
краски в местах соединения центра с осью, без других признаков
ослабления не является основанием для снятия колесной пары; за такой
колесной парой необходимо установить особое наблюдение.
Излом осей и пальцев кривошипов происходит в большинстве случаев около
наружной или внутренней галтели шеек, в месте перехода от одного сечения
к другому. Причины излома пальцев кривошипов аналогичны причинам обрыва
дышел. В значительной степени этому способствует нагрев буксовых и
дышловых подшипников, что вызывает изменение структуры металла и
дополнительные напряжения, снижающие прочность.
Овальность и конусность осевых шеек и пальцев кривошипов не свыше 1 мм
для широкой колеи и 0,5 мм для узкой колеи оставляется без исправления.
При большем износе, а также и при наличии задиров пальцы обтачивают, а
затем шлифуют. При отсутствии станка обработку шеек, как исключение,
разрешается производить вручную напильником с последующим шлифованием.
Во всех случаях обработки осевых шеек в депо необходимо строго следить
за тем, чтобы закругления галтелей не имели подрезов и их радиус был не
менее 10 мм.
При ремонте колесных пар разрешается выполнять следующие сварочные
работы: наплавку изношенного гребня бандажа с последующей обточкой на
станке; заварку трещин в спицах и в приливе для пальца; вварку перепонок
между спицами; заварку трещин в перепонках между спицами и в ободе;
наплавку наружного буртика тендерной оси и пальца кривошипа; заварку
осевых центров для их исправления.
При подкатке колесных пар все оси должны быть параллельны между собой и
перпендикулярны продольной оси рамы; середина расстояний между
внутренними гранями бандажей должна находиться на продольной оси рамы.
Для увеличения пробегов между подъемочными ремонтами неравномерный
прокат бандажей устраняется наплавкой с последующей обязательной
обработкой наплавленного слоя. Наплавку производят электродами марки
Э-34, Э-42 или Э-50 диаметром 4-6 мм. Первую наплавку необходимо
производить при наибольшей величине местного проката по кругу катания,
равной 3-3,5 мм. Наплавку разрешается производить как в одном, так и в
нескольких местах бандажа. По ширине бандажа наплавка не должна доходить
до наружной грани ближе чем на 15 мм без учета наплыва.
Места, подлежащие наплавке, предварительно зачищают до металлического
блеска, затем подогревают до 250-300°.
После остывания наплавленное место бандажа надо обязательно подвергнуть
механической обработке, причем обработку можно производить как с
выкаткой колесной пары из-под паровоза, так и без выкатки. После
обработки профиль бандажа должен быть одинаковым по всему кругу катания.
Для обточки пальцев кривошипов на ремонтных заводах применяют
специальные пальцеобточные станки; в условиях же депо многих предприятий
обработку пальцев производят вручную, что не обеспечивает необходимой
точности, или с помощью переносных приспособлений.
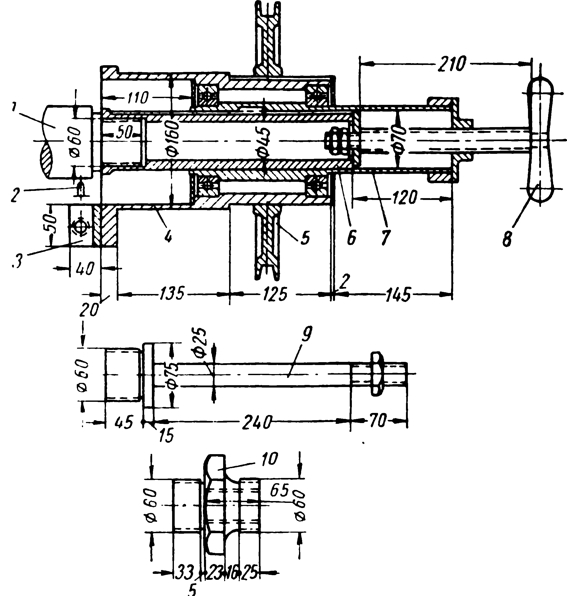
На фиг. 195 изображено одно из приспособлений, применяемых в депо
промышленных предприятий для обточки пальцев кривошипов паровозов серии
9П. В этом приспособлении держатель 6 перемещается в продольном
направлении в корпусе 7. Кожух 4 вращается на двух шарикоподшипниках
вокруг корпуса 7. На кожух 4 насаживается подвижной шкив 5 для
клиноременной передачи. Шкив насажен на скользящую шпонку, поэтому может
перемещаться только в продольном направлении. На кожухе 4 приварена
державка с?, в которой закрепляется резец 2. Держатель 6 навертывается
на конец пальца 1 кривошипа, имеющего резьбу для гайки.
Приспособление приводится во вращение от электродвигателя мощностью 2
кет, при 1425 об/мин.
При повороте рукоятки 8 против часовой стрелки корпус 7 с кожухом 4
перемещается влево, и резец снимает стружку с пальца 1 кривошипа.
Для обработки с помощью приспособления пальцев кривошипов первой
колесной пары паровозов серии 9П применяют переходной штуцер 10, один
конец которого ввертывается в держатель 6, а другой - в палец кривошипа.
С помощью штуцера можно обтачивать также пальцы кривошипов паровозов
серии СО, для чего правый по чертежу конец штуцера 10 навертывают на
хвостовик пальца кривошипа. Для обработки пальцев кривошипов паровозов
других серий служит оправка 9, которая одним концом ввинчивается в
держатель 6 приспособления, а другим (длинным) концом вставляется в
отверстие пальца и закрепляется в нем. После обработки пальцы шлифуют.
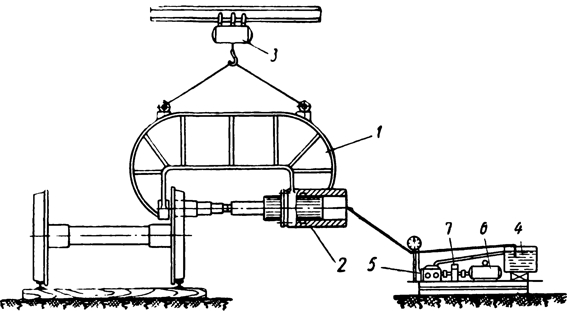
В паровозных депо некоторых предприятий Урала для запрессовки пальцев
кривошипов применяют передвижной гидравлический пресс (фиг. 196). Пресс
состоит из массивной скобы 1, отлитой из стали, одна сторона которой
представляет собой опорную поверхность, а другая оканчивается цилиндром
2 с плунжером внутри.
Скоба подвешивается за ушки к электротали 3. Запрессовка пальцев
привошипов осуществляется плунжером, перемещающимся под давлением масла,
нагнетаемого в цилиндр поршневым насосом.
Для удобства управления поршневой насос с баком 4 для масла,
электродвигателем и редуктором смонтированы отдельно от пресса на
переносном столе или на передвижной тележке. Поршневой насос 5
приводится в действие от электродвигателя 6 мощностью 3,5 кет через
редуктор 7. Пресс развивает усилие запрессовки до 130 г при давлении в
цилиндре до 600 ат. Максимальный ход плунжера 185 мм.