Ремонт паровой машины, ремонт ползунов и параллелей
В ползунах и параллелях встречаются следующие неисправности:
износ, ослабление, нагревание и поломка вкладышей, трещины в ползунах,
излом валика ползуна и валика для поводка маятника, износ мест установки
валика и клина, обрыв параллельных болтов, износ параллели и др.
Перечисленные неисправности появляются главным образом при неправильной
установке ползунов по отношению к оси цилиндра; при несовпадении осей
валика и поршневой скалки вследствие одностороннего стеснения вкладышей
при их износе, ослабления валика и клина, несвоевременного уплотнения
вкладышей или чрезмерно тугого уплотнения их; при недостаточной подаче
смазки на трущиеся поверхности; при попадании на параллель песка и пыли.
Ремонт ползунов и параллелей в основном заключается в следующем: зазор
между вкладышем и ползуном в продольном направлении свыше 0,3 мм
устраняют наплавкой заплечиков вкладыша или ползуна; зазор между
вкладышем в горизонтальном (боковом) направлении свыше 4 мм и в
вертикальном свыше 2 мм устраняют наплавкой медных шашек с последующей
заливкой баббитом при условии, если износ тела вкладыша и его бортов не
превышает 50% чертежного размера. Зазор между. вкладышем и параллелью в
вертикальном направлении устраняют во время промывки паровоза установкой
под вкладыши сплошных прокладок общей толщиной не более 3 мм с
отверстиями в них для смазки. Поперечный зазор в этом случае устраняют
наплавкой на борта вкладышей.
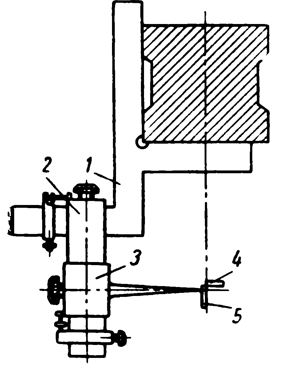
Фиг. 181. Прибор для проверки параллели по оси
цилиндра: 1 - угольник; 2 и 3 - движки; 4 и 5 - планки.
Ослабевшие параллельные болты подлежат замене новыми, точеными,
которые должны входить в проверенное разверткой отверстие с натягом от
ударов четырехкилограммовой кувалды.
Прогиб параллели до 5 мм исправляют в холодном состоянии прессом.
Больший прогиб параллелей устраняют в горячем состоянии под молотом или
прессом.
Износ параллелей (одиночных и двойных) в средней части допускается при
среднем и подъемочном ремонте до 0,5 мм.
Износ средней части параллели свыше 0,5 мм устраняют строганием на
станке с последующим шлифованием. Заварку трещин в ползунах, наплавку
изношенных мест в ползунах и параллелях, приварку наделок на рабочую
поверхность параллели производят электродуговой сваркой.
Отремонтированные параллель и ползун ставят на место, после чего
проверяют положение их относительно оси цилиндра. Для этого через ось
цилиндров натягивают стальную гибкую проволоку (струну). Передний конец
нити закрепляют в цилиндре при помощи крестовины или самоцентрирующегося
прибора, а задний конец прикрепляют при помощи скобы или угольника к
параллельной раме. Натянув струну, проверяют правильность положения
параллели при помощи специального угольника 1 с движками 2 и 3 (фиг.
181). На указателе движка 3 прикреплены горизонтальная и вертикальная
полки 4 и 5.
Передвигая прибор (угольник) вдоль параллели, проверяют зазор между
струной (нитью) и полками 4 и 5 в переднем и заднем конце параллели.
Если параллель установлена неправильно, то в вертикальной плоскости ее
регулируют прокладками, а в горизонтальной - пересверливанием отверстий
в параллели, для чего прежние отверстия заваривают и сверлят новые.
При правильно установленных параллелях передвижение ползуна и поршня
происходит свободно, без излишнего трения и без заедания или перекоса.
Для этого, во-первых, каждая параллель должна по всей своей длине
находиться на равном расстоянии от оси цилиндра; во-вторых, расстояние
обоих концов каждой параллели от вертикальной плоскости, проходящей
через ось цилиндра, должно быть одинаковым; в-третьих, параллели не
должны иметь никакого перекоса в поперечном направлении и рабочая их
поверхность должна быть абсолютно горизонтальной.
При несоблюдении этих условий, помимо трения параллелей и ползуна и
неправильного их износа, перекашивается также и поршень.