Ремонт дышел и их подшипников. В дышловом механизме
встречаются следующие неисправности: выплавление и излом дышловых
подшипников; трещины, изгиб и обрыв дышел; износ втулок и валиков
шарнирных соединений; износ дышловых рамок и отверстий под втулочные
подшипники.
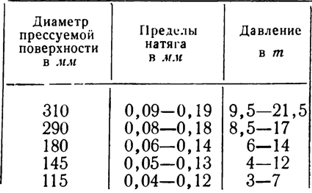
Таблица 18 Запрессовка втулок
На исправность сцепных дышел большое влияние оказывает правильное
крепление дышловых и буксовых клиньев, расположение центров буксовых
подшипников, обточка бандажей и совпадение центров бандажей и шеек осей.
Допущенные неправильности быстро расстраивают весь дышловый механизм и
влекут за собой обрыв дышел и образование трещин. Кроме того, на
образование трещин в дышлах и пальцах кривошипов и на их обрыв оказывают
большое влияние неправильное применение песка при буксовании паровоза,
бросание воды в цилиндры при резком открытии регулятора.
Запрессовка втулочных подшипников и дышловых втулок под давлением,
превышающим установленное, или забивание их кувалдой также могут
привести к образованию трещин и к излому дышла. Поэтому запрессовку
втулок в дышло следует производить на гидравлическом прессе под
давлением, указанным в табл. 18.
На изгиб и излом дышел оказывает также влияние превышение разбегов
буксовых подшипников против разбегов дышловых подшипников, получающееся
в результате неправильной разметки напусков буксовых и дышловых
подшипников при ремонте паровоза. В табл. 19 приведены чертежные размеры
разбегов дышловых подшипников паровозов основных серий, а в табл. 20
-чертежные размеры разбегов буксовых подшипников на обе стороны.
Излом поршневого дышла почти всегда сопровождается повреждением поршня и
цилиндра. При изломе как поршневого, так и сцепного дышла может
произойти повреждение кривошипов, колесных пар и других частей паровоза.
Снятые с паровоза дышла очищают, обмывают, тщательно осматривают и
проверяют дефектоскопом с целью обнаружения трещин и других дефектов.
Если нет дефектоскопа при осмотре применяют лупу или проверяют мелом.
При ремонте внутренние и наружные боковые грани дышловых головок
проверяют и все поверхности рамок выпиливают по угольнику, чтобы
подшипник не перекашивался в рамке и не работал одной стороной. При
ремонте дышел необходимо зачистить забоины и закруглить радиусом 3-4 мм
острые углы штанги, грани рамок, кромки смазочных отверстий, отверстий
под клин и болты. Разъемные подшипники следует пригонять в дышловые
рамки под краску; прилегание подшипников к стенкам рамок должно быть
плотное.
Износ дышловых клиньев в местах прилегания к подшипнику или скобе
допускается не более 0,5 мм и только в том случае, если клин не погнут и
правильно пригнан по отверстию. Просевшие клинья нужно сменить или
наплавить. Иногда наплавляют подшипники и камни. В период между
промывками разрешается пользоваться неукрепленными прокладками при
условии изъятия их при очередной промывке котла. При наличии овальности
сверх допускаемой стальные втулки необходимо проверить на станке.
Ослабевшие втулки, но годные по толщине, разрешается заварить по всей
поверхности, приточить и запрессовать вновь.
Натяг дышловых валиков при подъемочном ремонте, необходимо восстановить
по чертежным размерам. Валики, кольца и втулки следует цементировать или
хромировать. Втулки в хвостовики сцепных дышел следует запрессовывать
под давлением 5-8 г; конусы валиков и конусные втулки притирают по
проушинам дышел.
Расплавление дышловых подшипников происходит, как правило, из-за
небрежного содержания их паровозными бригадами, а именно: из-за
недостаточной смазки; чрезмерно тугого крепления подшипников;
значительных зазоров в постановке дышловых подшипников, вызывающих стук;
выдавливания смазки и нагрева; попадания песка и грязи на шейки
кривошипов, а в зимнее время - загустения смазки.
При расплавлении подшипник разбирают, оставшийся баббит выплавляют,
заливают новым и растачивают по шейке. После исправления подшипников
необходимо проверить с обеих сторон дышло по центрам. Зазоры между
подшипником и рамкой устраняют наплавкой меди снаружи подшипника.
Подшипники ползунов, а также дышловые втулочные должны работать на
бронзе без заливки баббитом. Поршневые и центровые подшипники заливают
баббитом. Сцепные и рамочные подшипники могут работать с заливкой и без
заливки баббитом.
Периодический осмотр дышел производят, обязательно сняв их с пальцев
кривошипов.
После осмотра и определения характера ремонта дышла передаются на
сварку, которую выполняют с предварительным подогревом и последующим
отжигом ремонтируемых мест.
Разрешается производить следующие сварочные работы: 1) наплавлять
изношенные рамки и отверстия под втулочные подшипники, стальные втулки и
шарнирные валики; 2) наплавлять боковые грани дышловых головок и места
под скобы поршневых дышел; 3) наплавлять изношенные места скобы
поршневого дышла; 4) заваривать надрывы в ушках и серьгах сцепных дышел,
если надрыв не распространяется глубже 25% живого сечения; 5) наплавлять
изношенные места скобы поршневого дышла; 6) при среднем и текущем
ремонтах заваривать трещины по масленке сцепных дышел с последующей
насадкой хомута, а также наплавлять изношенные поверхности камней
ползуна, дышловых вкладышей и скоб; 7) при текущем ремонте наплавлять
подшипники по наружным боковым граням и рабочим поверхностям, заваривать
не более двух трещин в подшипниках при условии, что глубина каждой
трещины не более 30% живого сечения и наплавлять дышловые заливки (кроме
хвостовиков) .
После осмотра и наварки изношенных частей дышла размечают и проверяют,
затем производят слесарные и станочные работы.