В цилиндрических золотниках встречаются следующие
неисправности: износ и поломка уплотнительных колец, срыв упорных шайб,
заедание золотниковых дисков, обрыв скалок. В плоских золотниках
встречаются: неравномерный износ, риски и задиры на трущихся
поверхностях золотника и зеркала; износ компенсаторных колец; износ,
задиры и обрыв золотниковых скалок.
Исправная работа золотников во многом зависит от правильного
регулирования подачи смазки и своевременного принятия мер при нарушении
регулирования. При недостаточной подаче смазки на золотниковых кольцах и
втулках образуются задиры, быстро изнашиваются золотниковые втулки и
кольца, а нередко происходит и поломка колец. Недостаточная подача
смазки характеризуется синим налетом на золотниковой скалке, а иногда
подергиванием реверса и <ревом> золотников. При обильной же смазке
золотников появляется большой осадок нагара, вследствие чего происходит
заедание колец в ручьях и заедание подвижных дисков золотников системы
Трофимова.
Для определения пропуска пара золотниками паровоз устанавливают так,
чтобы кривошип был под углом 45° к горизонтальной линии, проходящей
через центры осей колесных пар. Перед проверкой регулятор закрывают,
реверс ставят в нулевое положение, паровоз и тендер подклинивают,
продувательные клапаны цилиндров полностью открывают, а кран или вентили
на паровых трубах, подводящих свежий пар к паровоздушным клапанам й для
подогрева цилиндров, закрывают.
Проверку плотности золотниковых колец с обеих сторон паровоза производят
не изменяя положения машины: посредством перевода реверса камень кулисы
и вместе с ним золотник проверяемой стороны ставят в такое положение,
при котором полностью закрываются оба паровпускных окна. Для этого при
нахождении кривошипа между верхним отвесным и крайним передним
положением или между нижним отвесным и задним крайним положением реверс
следует поставить на полный передний ход. При нахождении кривошипа между
крайним передним и нижним отвесным положением реверс ставят на полный
задний ход. Установив реверс, открывают регулятор. Отсутствие или
незначительный выход пара из крайних цилиндропродувательных клапанов
свидетельствует о целости и достаточной плотности золотниковых колец.
Обильный выход пара из одного из крайних цилиндропродувательных клапанов
показывает неисправность колец золотникового диска, расположенного со
стороны этого клапана. Степень неисправности золотников по пропуску пара
определяется в зависимости от количества пара, входящего через
цилиндропродувательные клапаны. При плоских золотниках таким же путем
определяют пропуск пара кромками золотника.
При осмотре золотники во всех случаях вынимают из золотниковых втулок.
При осмотре золотников системы Трофимова (фиг. 121) необходимо обратить
внимание на компрессию при посадке подвижных дисков на упорные шайбы.
Для этого следует обеими руками с силой надвинуть каждый диск на свою
шайбу. При этом каждый диск при сопротивлении сжимаемого им воздуха
должен без удара дойти до упора в шайбу.
Компрессия при посадке подвижных дисков на упорную шайбу достигается за
счет плотности упорных шайб в цилиндрической части подвижных дисков и
плотности посадки дисков на направляющих втулках золотниковой скалки.
Поэтому при наличии большого зазора между диском и упорной шайбой (свыше
2 мм по диаметру), а также задиров или местной выработки на трущихся
поверхностях упорных шайб и цилиндрической части внутри подвижных дисков
необходимо наплавить окружность упорных шайб, тщательно проверить на
станке внутреннюю поверхность цилиндрической части подвижных дисков и по
ним плотно приточить упорные шайбы.
Наплавку дисков и шайб и заварку трещин в них производят электродуговой
сваркой без предварительного подогрева. Наплавку бронзовых золотников и
заварку трещин в них выполняют газовой сваркой с присадкой бронзы, с
предварительным подогревом до 300-400°.
При капитальном, среднем и подъемочном ремонтах золотниковые кольца, как
правило, заменяют новыми, причем на паровозах широкой колеи кольца
изготовляют и ставят двойные.
При текущем ремонте кольца, не имеющие пороков, не заменяют, если
трущаяся поверхность их совершенно гладкая (исключение допускается для
колец, еще не приработанных по втулке). По всей рабочей поверхности для
смазки имеется канавка шириной 3 мм глубиной 1,5 мм, с фаской от 0,5 до
1 мм. Все золотниковые кольца своей трущейся поверхностью должны плотно
прилегать к стенкам втулки; при этом зазор в замке между торцами колец
по наименьшему диаметру золотниковой втулки для старых колец не более 7
мм, для новых 1-2 мм, что устанавливают вводом каждого кольца в
золотниковую втулку и промером замка; боковой зазор между кольцами и
стенками ручьев не более 0,3 мм и не менее 0,1 мм.
При осмотре; золотниковых колец осматривают и золотниковые втулки. При
овальности и конусности, при наличии задиров или выработки сверх
допускаемых размеров втулки проверяют растачиванием. При сборке
золотника необходимо проверить соответствие расстановки дисков
расстоянию между паровпускными окнами втулки, а также ширину дисков, т.
е. расстояния между наружными кромками колец. При этом надо
руководствоваться чертежными размерами перекрыш впуска и выпуска и
ширины паровпускных окон. Расстояние между дисками регулируется
наплавкой на упорные шайбы или подрезкой.
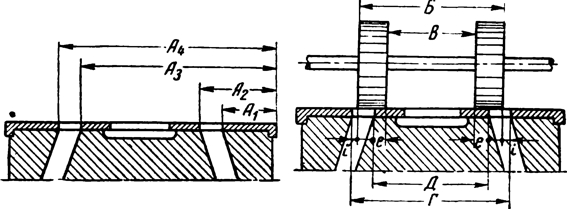
Фиг. 178. Схема замеров втулки и круглого
золотника.
Определение фактической величины перекрыш у круглых золотников
производят следующим порядком: при вынутом золотнике замеряют все
размеры золотниковых втулок, т. е. A1, А2, А3 и Д (фиг. 178). Замеры
производят от притирочной поверхности передней втулки. После этого у
золотника замеряют расстояние между кромками наружных колец Б и
внутренних В. Затем подсчетом определяют расстояния между наружными
кромками паровпускных окон золотниковых втулок Г и между внутренними Д.
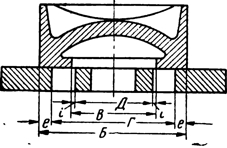
Фиг. 179. Схема замеров втулки и плоского
золотника.
Определение фактической величины перекрыши у плоских золотников
производят следующим образом.
Замеряют расстояния Б и В между наружными и внутренними кромками
золотника; затем расстояние Г и Д - между наружными и внутренними
кромками паровпускных окон (фиг. 179), дальше определяют перекрыши
впуска и выпуска.