Определение водоизмещения, основных размерений и
выбор обводов корпуса
Разбивка теоретического чертежа на плазе
Изготовление корпуса лодки из стеклопластика
Для изготовления стеклопластика используют ненасыщенные полиэфирные
смолы: ПН-1, ПН-2, ПН-3, ПН-1С, ПН-ЗС, 911-МС, НПС-609-21, НПС-609-22,
НПС-609-22М и другие, отвёрждающиеся при t = 18н-25° С. Входящий в смолы
стирол при изготовлении стеклопластика выделяется, оказывая вредное
влияние на организм человека. Наименее токсичны бесстирольные смолы
НПС-609-21 и НПС-609-22М, их и следует использовать в любительском
судостроении.
В качестве инициаторов, обеспечивающих переход смолы из жидкого в
твердое состояние, используют гидроперекись изопропилбензола (гипериз) и
нафтенат кобальта (10%-ный раствор в стироле).
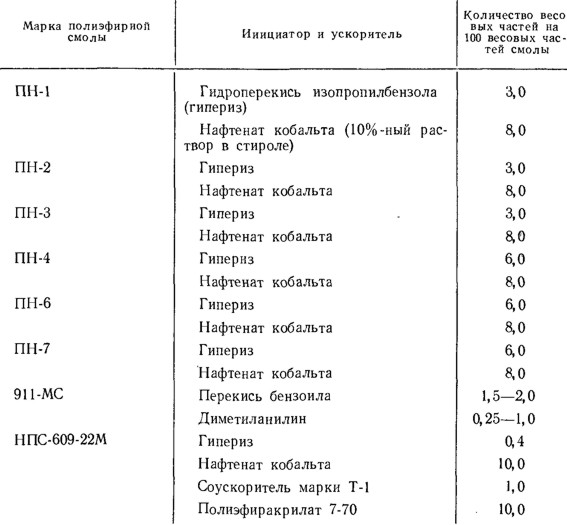
Таблица 50 Составы связующих холодного отверждения на основе
ненасыщенных полиэфирных смол
При комнатной температуре смола с введенным в нее гиперизом
полимеризуется в течение нескольких дней; дополнительное введение
нафтената кобальта ускоряет процесс, так как активизирует действие
гипериза, и отверждение смолы протекает в течение нескольких часов.
Составы связующих на основе ненасыщенных полиэфирных смол холодного
отверждения приведены в табл. 50, а данные об армирующих стеклянных
материалах в табл. 51.
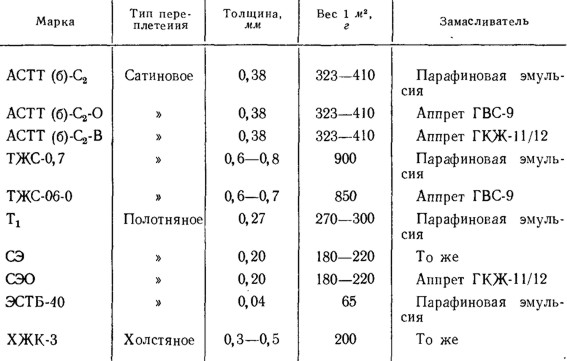
Таблица 51 Стекловолокнистые армирующие материалы для
стеклопластика
В любительском судостроении для удешевления стоимости работ на 10-12%
целесообразно применять жгутовые стеклоткани марок ТЖ-07 и ТЖС-06-0, по
прочности и водостойкости не уступающие тканям сатинового переплетения
типа АСТТ (б)-С2-0.
Для того чтобы предотвратить стекание связующих с вертикальных и
наклонных поверхностей корпуса, в смолу необходимо вводить тиксотропный
наполнитель: белую сажу марок У-333 (5% от веса смолы) или А (7% от веса
смолы), или аэросил (1% от веса смолы).
Поверхностная окраска стеклопластика не всегда целесообразна из-за
недостаточного сцепления краски с пластмассой, поэтому в связующее
вводят пигменты или красители, окрашивающие стеклопластик в нужный цвет.
Не все пигменты пригодны для этой цели, так как некоторые из них
неустойчивы к действию смолы и инициаторов отверждения и теряют цвет, а
другие оказывают влияние на ход отверждения - замедляют или ускоряют
процесс.
Процесс отверждения стеклопластика замедляют цинковые, литопоновые
белила и цинковый хром, а ускоряет ультрамарин.
Для получения окрашенного связующего к 100 весовым частям смол марок
ПН-1С, ПН-ЗС, НПС-609-22М добавляют сухие пигменты (в весовых частях):
Цвет окраски
Белый ........ 10 двуокиси титана (ГОСТ 9808-61)
Шаровый .......10 двуокиси титана и 0,2-0,4 сажи черной (ГОСТ 7885-63)
Черный................3-4 сажи черной
Красный .......5 пнгмента алого <Н> (ГОСТ 7291-54)
Коричневый......5 сурика железного (ГОСТ 8135-62)
Желтый........5 двуокиси титана и 7 пигмента желтого-23 (ГОСТ 2912-58)
Зеленый .......5 двуокиси титана и 5 окиси хрома (ГОСТ 2912-58)
Если необходимо осветлить тона, создаваемые смолой, добавляют
отбеливающий препарат (<белый для пластмасс>) - 0,05% к весу смолы.
Тогда окрашенные стеклопластики приобретают более чистый и яркий цвет с
голубоватым оттенком.
Кроме приведенных, можно применять и другие пигменты и красители, но
взаимное влияние их связующих следует испытать, заблаговременно
подготовив небольшое количество окрашенного связующего.
Перед началом работ по приготовлению связующих необходимо усвоить
следующие правила:
1. Все связующие готовить в точном соответствии с рецептурой, тщательно
взвешивая составляющие, так как отклонение от рецептуры может стать
причиной ускоренной или замедленной полимеризации. В случае применения
смол, инициаторов и отвердителей, не описанных в этой книге, необходимо
руководствоваться заводскими инструкциями.
2. Ускоритель и инициатор хранить раздельно в темных помещениях (шкафах,
ящиках); они никогда не должны соприкасаться, так как при соединении
взрываются. Под воздействием солнечного света и тепла инициаторы
самовозгораются.
3. Для всех операций по смешиванию связующего использовать чистую,
сухую, только эмалированную посуду.
4. Готовить связующее из расчета использования его до жела-тинизации в
течение 1,5-2 ч.
5. Тиксотропный наполнитель вводить в смолу постепенно, тщательно
смешивая, заблаговременно - за 5-6 ч до начала введения ускорителя.
6. Приготовляя связующее, в смолу небольшими порциями первым вводят
ускоритель (нафтенат кобальта) и только после тщательного перемешивания
в течение 10-15 мин перед началом работ по оклейке корпуса небольшими
порциями, тщательно перемешивая, вводят инициатор (гипериз).
7. Перед тем, как нанести связующее на корпус судна, следует приготовить
небольшую порцию связующего и проверить время начала и окончания
отверждения, его текучесть и окраску.
8. При изготовлении связующих и нанесении их на корпус судна
необходимо работать в перчатках, а при раскрое стеклотканей и шлифовке
стеклопластика - в очках и с марлевой повязкой на лице или в
респираторе. Одежда должна иметь манжеты, которые закрывают сверху
бинтами, чтобы под них не попала стеклопыль.
В состав смолы НПС-609-22М при ее изготовлении введена тиксо-тропная
добавка - белая сажа, поэтому при подготовке связующего вводить ее
дополнительно не следует.
Последовательность изготовления этого связующего по рецепту табл. 50
такова:
- в 100 вес. ч. смолы добавляют 10 вес. ч. полиэфиракрилата и тщательно
смешивают;
- в полученную смесь, перемешивая, вводят гипериз - 4 вес. ч. и после
тщательного смешивания добавляют нефтенат кобальта - 10 вес. ч.;
- от полученной смеси отливают немного связующего в отдельную посуду,
где смешивают ее с соускорителем Т-1 - 1 вес. ч.;
- смесь соускорителя со связующим выливают в основную массу связующего и
после перемешивания употребляют в дело.
Пигмент для окраски связующего тщательно просушивают и просеивают на
сите с 1600 отверстиями на 1 см2, после чего смешивают со смолой в
краскотерке или фарфоровой ступке, приготовляя пасту, в состав которой
вводят 50% смолы и столько же пигмента. Паста не содержит отверждающих
элементов, поэтому ее можно заготавливать на весь объем работ и хранить
в закрытой посуде.
Перед нанесением декоративных слоев пасту перетирают со смолой,
заготовленной для работы, после чего вводят в состав отверждающие
добавки.
Подготовленный набор корпуса и обшивку грунтуют связующим, назначенным
для изготовления стеклопластика, без тиксотропной добавки.
После загустения грунта и образования мягкой липкой пленки, повторно
наносят связующее на набор, фанеру или картон в местах наклейки,
обшивают набор предварительно прикроенными по месту кусками фанеры или
картона, прикрепляя их мелкими гвоздями.
Обшивку ведут, стыкуя материал на киле, форштевне, транце, шпангоутах и
стрингерах, при этом во избежание перекоса набора чередуют работы по
правому и левому бортам.
При обшивке картоном следует опасаться местных прогибов (гофров) между
шпангоутами и стрингерами. Избежать этого можно,' применяя достаточно
плотный картон толщиной 2-3 мм (см. табл. 38).
В связи с тем, что омоноличивание картонной или фанерной обшивки
стеклопластиком упрочняет и ужесточает конструкцию, не следует опасаться
раскроя обшивки на небольшие куски, что иногда требуется при обтяжке
участков корпуса со сложной погибью.
Не следует также стремиться к точной пригонке кромок листов материала на
наборе, лучше между кромками оставить зазор 3-5 мм\ это улучшит связь
обшивки из стеклопластика с набором.
Рис. 125. Ролик для прикатки стеклопластика.
После окончания обтяжки корпуса фанерой или картоном и просушки
следует скруглить все острые кромки, подлежащие обклейке, утопить на 1
-1,5 мм головки гвоздей, шурупов и болтов, прошкурить районы крепежа,
зачистить корпус от потеков загустевшего связующего и обезжирить
ацетоном.
На основе эпоксидной смолы по рекомендации 15 готовят шпаклевку,
смешивая клей с сухими древесными опилками или употребляя готовую
эпоксидную шпаклевку ЭП-00-10. Стыки кромок обшивки и впадины от
металлического крепежа, а также другие неровности, имеющиеся на обшивке
снаружи и внутри корпуса, шпаклюют два раза.
Когда шпаклевка через несколько часов отвердеет, обшивку корпуса вновь
прошкуривают.
Корпус устанавливают так, чтобы его можно было кантовать и фиксировать
упорами и подпорками в нужном положении, это сводит к минимуму работу на
вертикальных и наклонных плоскостях.
При изготовлении стеклопластика необходимы следующие инструменты: нож,
ножницы для раскроя ткани или матов, шпатели, кисти, эмалированная
посуда для приготовления связующих и ролик для прикатки стеклопластика
(рис. 125).
Покрытие картонной или фанерной обшивки стеклопластиком следует начинать
с внутренней стороны корпуса - это исключит возможность сдвига или
повреждения обшивки при кантовке корпуса во время обклейки наружной
стороны.
Для рассматриваемых нами мотолодок, при тщательном выполнении работ,
достаточно трех-четырех наружных слоев стеклоткани ТЖС-07 или ТЖС-06-0 и
двух-трех слоев этой же ткани внутри. Если наружные слои стеклоткани на
стыках стараются тщательно пригонять, т. е. стремятся к чистоте
поверхности, то внутреннюю выклейку следует производить с обязательным
перекрытием кромок в каждом слое, что предотвратит попадание влаги к
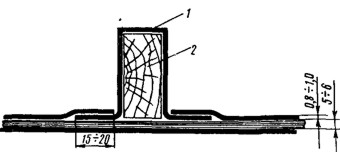
набору и обшивке (рис. 126).
Через 30-40 мин после нанесения первого слоя грунтовки наносят второй
слой связующего, но уже с тиксотропной добавкой, и на него укладывают
первый слой стеклоткани, тщательно приглаживая ее шпателем и пристукивая
торцами кисти от середины куска ткани к краям до плотного прилегания к
набору и обшивке и удаления воздушных пузырей.
Во время обклейки набора внутри корпуса ткань часто стремится
<перекидываться мостиком> - неплотно прилегает в углах к набору и
обшивке. Обнаружив это, следует приподнять ткань и заложить в угол
смоченный связующим жгут из обрезков стеклоткани или стекловолокна.
Обычно в подобных местах такие жгуты закладывают заблаговременно.
Рис. 126. Способ обклейки набора тканью или
стеклопластиком. 1 - стеклопластик, ткань 2 - деталь набора
Работы по обклейке тканью необходимо организовать так, чтобы
закончить их без перерыва в течение 1-1,5 ч; если это не удается, то
перед началом второго этапа обклейки следует прошкурить подлежащие
покрытию поверхности, чтобы избежать возможного непро-клеивания,
ухудшающего качество стеклопластика.
При производстве работ следует помнить, что избыток и недостаток
связующего в отдельных слоях покрытия снижает прочность стеклопластика.
Соотношение весов связующего и ткани необходимо выдерживать в пределах 1
: 1 (см. рис. 111).
Обеспечив хорошее прилегание ткани к набору и обшивке и полную пропитку
ткани связующим, кистью наносят новый слой связующего и укладывают
второй слой стеклоткани, а после его прикатки - и третий. Перед укладкой
третьего слоя ткани, если он намечен последним, следует наносить
окрашенное связующее. Через сутки на последний слой кистью и шпателем
наносят лицевой, окрашенный слой связующего, чем завершается первый этап
внутренней обклейки обшивки.
После окончания внутренней обклейки и отверждения стеклопластика
настилают палубу из 5-6-миллиметровой фанеры и оформляют кокпит.
Бимсы, полубимсы и другие детали соединяют с палубой и комингсом после
грунтовки на связующем, запрессовывая гвоздями или шурупами.
Обклейку корпуса снаружи ведут после зачистки, шпаклевки и шлифовки
установленных деталей обшивки, палубы и комингса, начиная ее с одного из
бортов и кантуя корпус так, чтобы рабочий участок поверхности был
горизонтальным.
Стеклоткань прикраивают так, чтобы первый слой перекрывал на 50-70 мм
скуловой брус, заходя на днище, и на такую же величину перекрыл палубу,
последующие слои ткани должны перекрывать эти участки на 15-20 мм меньше
(образуются ступеньки), таким образом, стыки ткани оказываются
разнесенными.
После обклейки бортов обклеивают днище, прикраивая слои ткани точно по
контурам ступенек бортовой обклейки; аналогично поступают при покрытии
палубы, транца и форштевня.
Нанося смолу на недостаточно прочные предыдущие слои, нужно действовать
осторожно, так как смола может потащить ткань за Количество необходимых
материалов определяют расчетом по конструктивному чертежу и растяжке
наружной обшивки намеченного к постройке судна с учетом отходов
(примерно 8-12%).