Определение водоизмещения, основных размерений и
выбор обводов корпуса
Разбивка теоретического чертежа на плазе
Изготовление корпуса лодки из металлических сплавов
Легкие сплавы при непосредственном контакте со сталью, латунью и
древесиной активно корродируют, поэтому изготовлять корпус из
разнородных материалов не рекомендуется. Если необходимо соединить узлы
из легкого сплава с древесиной или сталью (настил палубы, установка
комингсов, дельных вещей, монтаж кронштейна, водозаборников и т. п.),
между соединяемыми деталями и узлами, предварительно огрунтованными
после сверловки под крепеж одним из грунтов по алюминиевым сплавам
(АЛГ-14, КФ-030 и др.) или цинковыми белилами, прокладывают полоску из
ткани, смоченной грунтом (или пастой ПЛ), или термоленту (УТЛ и пр.),
либо полоску из перхлорвиниловой пленки. Прокладка должна быть шире
поверхности соприкосновения на 3-5 мм.
Сборку осуществляют оцинкованным и огрунтованным крепежом. Собранный
узел повторно грунтуют. Перед описанием изготовления деталей и их сборки
рассмотрим приемы клепки. Необходимый для этого инструмент описан в 16.
Заклепки имеют различные закладные головки: полукруглую, коническую,
полупотайную и потайную. Длина стержня заклепки должна равняться сумме
толщин соединяемых клепкой деталей плюс припуск, необходимый для
образования замыкающей головки. Этот припуск зависит от типа замыкающей
головки заклепки (d-диаметр заклепки):
Потайная .............0,9 d
Полупотайная...........1 ,\d
Коническая ............1,3с(
Цилиндрическая..........1,4 d
Полукруглая ...........l,5d
Для тонколистовых конструкций диаметр заклепок принимают равным
удвоенной толщине более тонкого из двух соединяемых клепкой листов или
профилей. При значительной разнице по толщине склепываемых элементов (2
мм и более), что имеет место при установке дельных вещей и соединении
листа с некоторыми профилями, где S - суммарная толщина всех
склепываемых элементов, мм. Полученный дробный результат округляют в
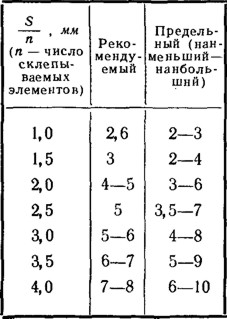
сторону увеличения до ближайшего диаметра заклепок по ГОСТ. Диаметр
заклепок можно также определить исходя из средней арифметической толщины
склепываемых элементов по табл. 52.
Шов хорошего качества получают в том случае, если отверстия в
соединяемых клепкой деталях не будут превышать диаметр заклепок более,
чем на 0,1 мм.
При клепке дуралюмина используют заклепки из сплава В65, а при клепке
алюминиево-магниевых деталей - заклепки из сплава АМг5 и АМц; при
склепывании стальных деталей - отожженные заклепки из стали Ст. 2с и Ст.
Зс.
Дефекты заклепочных соединений исправляют, высверливая бракованную
заклепку, с последующим развертыванием отверстия райбером и установкой
заклепки большего диаметра.
Различают два основных типа заклепочных швов; прочный, обеспечивающий
только прочность соединения, но проницаемый, и плотно-прочный,
обеспечивающий не только прочность, но и непроницаемость шва для
жидкостей и газов.
Плотность и прочность заклепочного шва зависит в основном от шага и
расположения заклепок.
По расположению заклепок заклепочные соединения подразделяют на
однорядные и многорядные. Многорядные соединения (швы) могут быть
шахматными и цепными.
Прочные однорядные швы применяют при клепке элементов набора и для
соединения обшивки с деталями набора, а прочноплотные шахматные швы -
для клепки водонепроницаемых соединений бортов, переборок, днища и
палубы.
По виду различают соединения внахлестку (внакрой) и встык. Стыковые
соединения могут иметь двустороннюю или одностороннюю накладки.
Продольные заклепочные соединения на киле, по скуле, ватервейсу и
комингсу нередко выполняют с двусторонними накладками, зачастую
используя угловой, углобульбовый, тавровый или иной профиль для деталей
набора и накладок.
Шаг заклепок принимают в зависимости от требуемой прочности и плотности
шва (3^5) d для расчетных элементов конструкции и (8 -г-12) d для
малонагруженных элементов.
Расстояние между рядами заклепок выбирают (2-5) d (в соединениях листов
обшивки 3d), а расстояние от центра заклепки до кромок листов, накладок
и профилей - (2-2,5) d. Толщина склепываемого пакета не должна превышать
Ad.
Толщину накладок при стыковом соединении деталей принимают по меньшей
толщине склепываемых листов, а при постановке потайной или полупотайной
заклепок толщина зенкуемой накладки должна быть равна 0,5d заклепки.
Весь листовой и профильный материал перед обработкой необходимо
выправить, а после правки загрунтовать.
Покоробленный лист укладывают на ровную поверхность выпуклостью вверх и
правят легкими ударами деревянного молотка-киянки, начиная от кромок
листа по направлению к центру бухтины. Профильный материал правят в
тисках, на наковальне или торце обрезка дерева ударами киянки и молотка
от края выпуклости к ее центру, одновременно поворачивая профиль.
Листовой материал режут кровельными ножницами или рубят зубилом, после
чего кромки опиливают напильником, зажав лист между двумя отрезками
доски в тисках или струбцинами (кромку выпускают на 1-1,6мм). Профили
режут ножовкой.
Таблица 52 Диаметры заклепок в зависимости от средней
арифметической толщины склепываемых элементов, мм
Обычно замыкающую головку заклепки располагают со стороны более
толстого и прочного материала соединяемых деталей, однако из соображений
эстетического порядка и в целях снижения сопротивления воды движению
корпуса нередко закладную головку приходится располагать с внешней
стороны судна независимо от толщин соединяемых деталей.
В отличие от прямого способа клепки, когда удары наносят по замыкающей
части заклепки, а поддерживают закладную головку, выработан специальный
прием обратной клепки, при котором удары наносят по закладной головке, а
с помощью поддержки формируют замыкающую головку. Обратный способ клепки
более производителен и обеспечивает чистоту внешней поверхности судна,
но требует навыка.
Процесс клепки заключается в следующем. Детали соединяют сборочными
болтами, устанавливая их в размеченные, накерненные и высверленные
отверстия под заклепки. Сборочные болты с шайбами устанавливают через
8-12 заклепочных отверстий на прямых участках и через 4-6 на погиби; в
свободные отверстия, начиная от середины участка шва к краям, вставляют
заклепки; после клепки их сборочные болты снимают и заменяют заклепками.
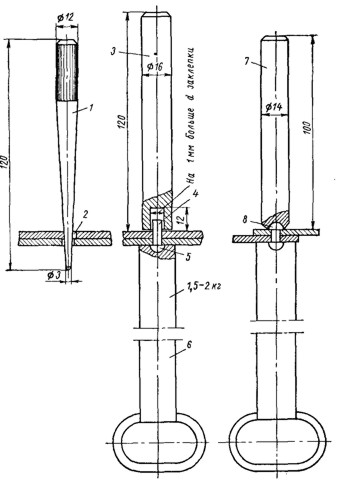
Вводя заклепку в отверстие (рис. 128), предварительно исправленное
оправкой, под закладную головку устанавливают поддержку, на стержень
заклепки надевают обсадку и одним-двумя ударами уплотняют соединение;
после этого прямым или обратным способом легкими ударами молотка
образуют замыкающую головку. При необходимости окончательное
формирование замыкающей головки завершают обжимкой, не допуская подсечки
металла вокруг головок.
Клепать неплотно притянутые один к другому элементы не следует - будет
брак. Если обнаружено неплотное прилегание деталей, следует чаще
поставить сборочные болты, а если это не поможет, отрихтовать участок
неплотного прилегания на поддержке и после райберовки установить
заклепки большего диаметра, примирившись с возможностью некоторого
искажения обводов.
При соединении деталей внахлестку и изготовлении набора фланжировку
(отгиб кромок) не следует производить по месту, если уже проклепан ряд
заклепок, так как это может нарушить качество готового шва. Кромки
следует отогнуть заблаговременно и пригонку по месту делать как
исключение.
Изготовление корпуса начинают с заготовки шпангоутов по плазовой
разбивке. При изготовлении шпангоутов из угольника значительно облегчает
работу сварка шпангоутов по стыкам - отпадает необходимость соединять их
на кницах клепкой. Готовить такие шпангоуты лучше рамками, вместе с
бимсами. При сборке набора это обеспечит необходимую жесткость
конструкции. После того, как обшивка будет приклепана к набору, излишние
части бимсов в районе кокпита и моторного отсека можно вырезать
ножовкой.
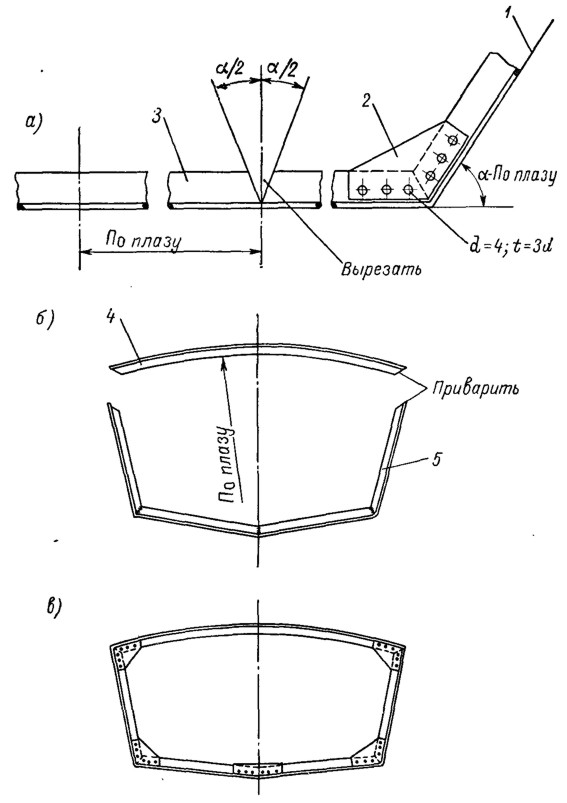
На отрихтованном (выправленном) угольнике чертилкой по снятым с плаза
размерам отмечают длину отдельных ветвей шпангоутов; с помощью
слесарного угольника по этим точкам на полке восставляют перпендикуляры,
от которых в обе стороны откладывают по половине угла, снятого с
плазовой разбивки транспортиром (рис. 129, а). После разметки полки на
всем угольнике лишнее вырезают ножовкой, а стыки при необходимости
припиливают напильником.
Шпангоуты изгибают по вырезам, проверяют и выправляют по плазу. Бимсы
перед соединением со шпангоутом предварительно выгибают по плазу и после
этого вырезают по длине. Шпангоуты сваривают или склепывают по стыкам и
окончательно рихтуют по плазу.
Транцевую рамку и водонепроницаемые переборки следует обшить на
верстаке, до сборки набора.
Размеры книц выбирают с учетом присоединения каждой ветви , шпангоута
тремя заклепками, соблюдая рекомендации по определению их размера и
шага.
Форштевень металлической мотолодки обычно делают из углового профиля,-
длину которого определяют по теоретическому чертежу, учитывая, что стык
штевня и киля целесообразно располагать > за вторым шпангоутом в корму.
Подготовив шаблоны из фанеры для погиби и из жести для малковки, штевень
выгибают по плазовой разбивке. Шаблоны для малковки строят, снимая
транспортиром углы схождения линий, замыкающих палубу и скулу, или
ватерлиний, на проекции теоретического чертежа полуширота и измерив
килева-тость на первом и втором или дополнительно пробитых шпангоутах на
проекции корпус. Малковку удобно осуществлять одновременно с изгибом
штевня - это облегчает гибку. Выполняют малковку, разводя или сближая
полки профиля, при этом стремятся делать переходы от одного угла к
другому плавно. Киль в этом случае готовят из полосы, размечая и выгибая
ее по ДП с учетом килеватости шпангоутов и транца. Длину киля принимают
с запасом по 30- 50 мм в сторону форштевня и транца. Киль малкуют
аналогично форштевню по снятым с проекции корпус транспортиром или
шаблонами углам.
Рис. 129. Последовательность изготовления
металлических шпангоутов (размеры в мм): а - разметка, вырезка, изгиб и
клепка шпангоута; б -сварной вариант шпангоута; в- клепаный шпангоут в
сборе. 1 - линии плазовой разбивки; 2 - кница; 3 - угольники; 4 - бимс;
В - сварной шпангоут из угольника.
Иногда форштевень изготовляют вместе с килем из одного куска углового
профиля. Тогда килевую часть угольника малкуют по килеватости шпангоутов
и транца, стремясь переход от киля к форштевню делать плавно и в
соответствии с погибью штевня по чертежу.
Подготовив детали закладки, приступают к ее сборке. На полу мастерской
или отфугованной доске (толщиной 40-50 мм и длиннее мотолодки на 0,3-0,5
мм), прикрепленной к полу, размечают положение шпангоутов, транца и
форштевня. Опиленный по угольнику конец штевня накладывают на киль,
торец киля причерчивают и обрезают по штевню и соединяют встык на
предварительно подогнанной накладке. Если толщина полки штевня больше
толщины килевой полосы, накладку высаживают так, чтобы внешняя линия
перехода форштевня в киль не имела излома. Вместо высадки можно под
накладку киля и штевня подложить металлическую прокладку нужной толщины.
Стык штевня и киля проклепывают на прокладке прочно плотным шахматным
швом впотай; шаг заклепок - 3d.
Соединенную с форштевнем килевую полосу или заготовку закладки из
углового профиля устанавливают на стапель, очерчивают на ней полную
длину мотолодки, отрезают или отрубают излишек киля по длине и
присоединяют к нему сборочными болтами, для ш> следующей замены их
заклепками, транец, днищевые ветви которого заблаговременно малкуют в
соответствии с определенным по теоретическому чертежу наклоном транца
внутрь или наружу судна.
Для малковки полок угольников удобно пользоваться вилкой, изготовленной
из стали 10 х 30 мм, длиной 500-700 мм, на которой с обоих концов
сделаны пропилы по толщине и высоте полок углового профиля. Пропилы
удобно делать, поставив в ножовку два-три полотна (в зависимости от
толщины полок угольников). Вилку надевают пропилом на полку углового
профиля и, нажимая в нужную сторону, малкуют его.
Установив закладку на стапеле (килем вверх, обеспечив доступ изнутри для
последующей клепки обшивки), ее закрепляют времен^ ными распорками из
брусков или досок, затем при помощи отвеса, рейки и шлангового уровня
выверяют положение закладки относительно ДП и высот от основной.
На киль со стапеля переносят и очерчивают чертилкой по угольнику
положение всех шпангоутов. Шпангоуты соединяют с килем сборочными
болтами. Собранный таким способом набор не будет достаточно жестким, его
следует укрепить двумя деревянными рейками (рыбинами) на сборочных
болтах. Рыбины крепят от форштевня до транца снаружи набора на 50-60 мм
ниже линии палубы, поставив на каждом пересечении с набором по одному
болту. При установке рыбин необходимо тщательно проверить положение
шпангоутов относительно ДП и убедиться в отсутствии <навалов> в ту или
другую сторону. Одновременно с этим проверяют и исправляют по тонкой
рейке малковку всех шпангоутов.