Конструкция винторулевого комплекса, выбор элементов и технология
изготовления винторулевого комплекса
Наиболее распространенными движителями для малых катеров являются
гребной винт и водометный движитель. Выбор того или иного типа движителя
обычно производится при разработке проекта катера. Однако следует иметь
в виду, что общий пропульсивный КПД винта (с учетом сопротивления
выступающих элементов валопровода) на скоростях до 25 км/ч, как правило,
будет в 1,7- 1,5 раза выше, чем у водомета. На больших скоростях это
различие будет несколько меньше: при 35 км/ч - на 35%, при 45 км/ч - на
25%. Таким образом, установка водометного движителя в какой-то мере
лишает катер с конвертированным автомобильным двигателем основного
преимущества - высокой экономичности. Определение основных параметров
водометного движителя - задача трудоемкая, она подробно описана в работе
117].
Определить оптимальные параметры винта можно значительно быстрее.
Наиболее совершенными являются винты серии В, у которых сечение лопасти
до радиуса R = 0,30D" (Д, - диаметр винта) имеет авиационный профиль, т.
е. максимальная толщина профиля расположена на расстоянии (0,3-0,35) В
от передней кромки (В - ширина лопасти в данном сечении).
Толщина отходит от передней кромки, и на радиусе R =0,45Da
располагается уже на середине профиля. Нагнетающую сторону профиля для
упрощения технологии выполняют по прямой линии. Максимальная толщина
профиля плавно изменяется от 0,04ЪВ у ступицы до 0,01-0,008DB у наружных
кромок. Радиус закругления входящей кромки у ступицы составляет 0,26Ст
(бет - максимальная толщина профиля) и плавно уменьшается до 1-1,5 мм на
больших радиусах.
Выходящую кромку выполняют с постоянным радиусом 1,0 -г 1,5 мм. В случае
применения алюминиевых сплавов типа АЛ-2, АЛ-9 размеры сечений
рекомендуется увеличивать на 50%; естественно, что КПД таких винтов
будет ниже. Форма лопасти - эллиптическая или саблевидная, максимальная
ширина приходится на радиус 0,3DB и составляет 0,37- 0,4 ширина лопасти
у ступицы равна 0,25?в (дисковое отношение c = 0,5 -t- 0,55). Следует
отметить, что более высокое гидродинамическое качество будет иметь не
более простои винт, имеющий постоянный кромочный шаг, а винт, у которого
кромочный шаг начиная с радиуса R - 0,3DB уменьшается так, что около
ступицы шаг его будет на 20% меньше.
Чтобы уменьшить вибрации и повысить пропульсивный коэффициент
движителя, расстояние от входящей кромки винта до кронштейна должно быть
не менее толщины кронштейна (лучше 2-3 толщины). Если винт расположен за
дейдвудом, то задняя кромка дейдвуда должна иметь удобообтекаемую форму
(угол ватерлинии не более 12-15°) и отстоять от винта не менее чем на
0,25 Вв. Расстояние от наружной кромки винта до днища должно быть не
менее 0,15 Св, а от выходящей кромки до руля - не менее 0,18 D". Если
винт расположен за транцем или если катер имеет вельботную корму, то для
того чтобы избежать аэрации винта, его ось должна быть заглублена
относительно КВЛ на диаметр винта. Винты изготовляются преимущественно
литьем. Качественный стальной винт можио изготовить путем выбивки
заготовки в горячем состоянии ручным молотком на односторонних
постелях-штампах.
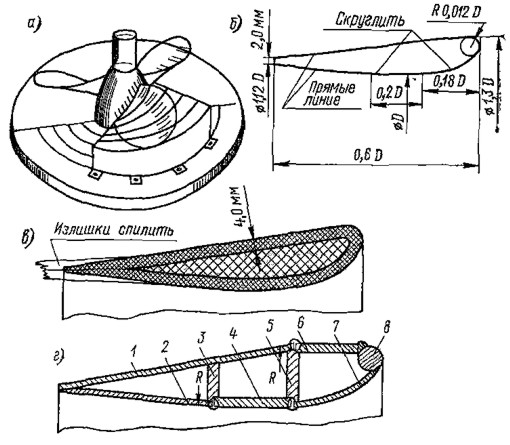
Рис. 35. Схема изготовления винтов и насадок: а
- горка для изготовления лопастей; б - профиль насадки; в - наладка из
стеклопластика
Существует много способов изготовления модели винта (см. [22]).
Наиболее быстро изготовить модель можно из термопластичного материала.
Сначала вырезают из жести или алюминия пять шаблонов (рис. 35); угол
наклона а шаблона зависит от радиуса установки 0,1; 0,2; 0,3; 0,4;
0,5 в. (напомним, что шаг по радиусу может быть переменным). На листе
толстой фанеры или текстолита вычерчивают указанные радиусы, по ним
изгибают и прочно закрепляют шаблоны. Пространство между шаблонами
заполняют цементом или брусочками дерева, смазанными клеем, и
окончательно выравнивают эпоксидной шпаклевкой. Затем из листа оргстекла
вырезают заготовку лопасти. При выборе припусков на отливку следует
иметь в виду, что для винтов, работающих с конвертированными двигателями
(когда эксплуатационная мощность меньше максимальной), некоторое
отклонение как от заданного профиля, так и от расчетного шага не
приводит к заметному изменению характеристик винта. Поэтому для
упрощения изготовления толщину модели выбирают с минимальным припуском
(0,5-I мм), необходимым только для получения гладкой поверхности Таким
образом, толщину листа из оргстекла принимают 3-4 мм.
Заготовку нагревают до 120° (лучше в масляной ванне), быстро накладывают
на винтовую горку и плотно прижимают (для этих целей удобен мешочек с
песком). После застывания на засасывающую сторону наносят слой
эпоксидной шпаклевки так, чтобы выдержать заданный профиль. Модели
других лопастей изготовляют либо аналогичным образом, либо отливают по
первой модели (из алюминия, цинка, свинца и т. д.). На токарном станке
изготовляют ступицу, причем для последующей расточки винта необходимо в
модели предусмотреть цилиндрическое удлинение ступицы в районе малого
диаметра (см. рис. 35). Материал может быть любой - текстолит, плотный
пенопласт, алюминий. Ступицу укрепляют в центре приспособления, модель
лопасти кладут на горку, подвигают до упора к ступице, смазывают
эпоксидным клеем и в таком положении оставляют до его полимеризации,
После Приклейки всех лопастей эпоксидной шпаклевкой наносят радиусы
сопряжения лопасти со ступицей. Перед формовкой модель обмеряют; допуски
на модель такие же, как для винта (см. 29). Наилучшими материалами для
изготовления винтов являются латуни ЛМдЖ 55-31, ЛАЖМц 66-6-3-2, бронзы
БрАЖ 9-4, нержавеющие стали типа 1Х14НДЛ и алюминиевый сплав АЛ-8. В
некоторых случаях винты отливают из сталей 25Л, однако при этом винт
необходимо кадмировать, цинковать или, что хуже, хромировать. Следует
иметь в виду, что такие винты можно эксплуатировать только в пресной
воде, причем даже в этом случае придется раз в 2-3 года обновлять
покрытие. Винты из сплавов АЛ-2, АЛ-9 из-за значительного утолщения
лопастей имеют худшие кавитационные свойства, меньший КПД, а также
низкую коррозионную стойкость.
В отливке винта вначале размечают центровые отверстия, протачивают
удлинение ступицы и, зажав винт за проточку в трехкулачковом патроне,
растачивают отверстие и подрезают входящие кромки лопастей на один
уровень. Затем размечают положение шпоночного паза и место отрезки
удлиненной части ступицы, где сверлят отверстие диаметром 1,5 ширины
шпоночного паза (для выхода долбяка при нарезании шпоночного паза на
долбежном станке). Заметим, что при отсутствии долбежного станка можно,
используя механизм продольного перемещения суппорта, нарезать шпоночный
паз на токарном станке, при этом винт также зажимают за проточенное
удлинение ступицы. Растачивают оправку под внутренний диаметр винта,
насаживают винт на оправку, подрезают выходящую кромку, отрезают
удлинение ступицы и нарезают резьбу под съемник. Конусное соединение
(обычно 1:15) принимается при условии, если на валу невозможно выполнить
упорный буртик, в остальных случаях целесообразно применять
цилиндрическое соединение ("с"). так, как оно облегчает съем винта с
вала.
После механической обработки винт обрабатывают шарошками или грубыми
шлифовальными кругами до исчезновения следов литья, а затем войлочными
или резиновыми кругами с наклеенным порошком (или шкуркой) средней
зернистости. После опиловки кромок напильником выполняют предварительную
балансировку винта (см. 29), затем производится шлифование, полирование
(хотя бы участка около входящей кромки) и окончательную балансировку.
Если изготовленный винт окажется <тяжелым>, его можно облегчить за счет
уменьшения диаметра. Сделать винт более тяжелым значительно сложнее.
Поэтому при строительстве единичных катеров имеют преимущество винты со
съемными лопастями, шаг которых можно изменять в определенных пределах.
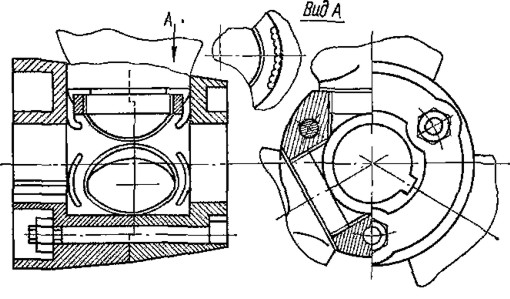
Рис. 36. Винт со съемными лопастями.
К тому же трудоемкость изготовления такого винта в условиях
единичного производства, как правило, меньше, чем обычного. Ступица
винта (рис. 36) имеет поперечный разъем и состоит из двух деталей. В три
резьбовых отверстия, оси которых лежат в плоскости разъема, вставляют
комлевые части лопастей, имеющие соответствующую резьбу. При нарезании
резьбы половники ступицы стягивают болтами и между ними зажимают
технологическую прокладку (- 1,0 мм). Отличительной особенностью данной
конструкции является наличие двух сквозных пазов около каждого
резьбового отверстия. При стягивании полумуфт за счет упругой деформации
перемычки между пазом и резьбой происходит равномерное обжатие резьбы,
что предотвращает поперечное разбалтывание, свойственное обычным
разрезным зажимам.
Изготовление модели отдельной лопасти, литье и обработка значительно
проще, чем неразъемного винта. Поскольку все лопасти изготовляют по
одной модели и могут быть точно установлены по шаговому угольнику или
приспособлению (см. рис. 51), то полученный винт будет обладать
незначительной гидродинамической неуравновешенностью (однако масса винта
и диаметр ступицы будут больше, чем у обычного винта). При изготовлении
модели лопасти необходимо удлинить ее комель для удобства механической
обработки; диаметр удлинения должен быть меньше, чем внутренний диаметр
резьбы. При механической обработке на удлиненную часть комеля надевают
резьбовой калибр, вместе с которым она зажимается в трехкулачковом
патроне. Резьбу в ступице нарезают на токарном станке с установкой
ступицы на угольнике. Для получения сквозной перемычки сначала сверлят
отверстия диаметром 2,5- 3,5 мм, а перемычку выпиливают надфилем.
Размеры направляющей насадки выбирают в зависимости от диаметра винта
(см. рис. 35). Обычно зазор между насадкой и винтом составляет 0,0050;
увеличение зазора до 0,0 уменьшает пропульсивный коэффициент на 3-4%. В
реальных условиях эксплуатации, особенно при плавании на волнении,
насадка подвергается действию значительных поперечных сил, и при
недостаточно жестком (хотя и достаточно прочном) ее креплении возможно
задевание лопастями винта за насадку. Поэтому для успешной эксплуатации
катера с малым зазором в насадке необходимо или жесткое крепление
насадки и кронштейна опорного подшипника, или соединение нижней части
кронштейна с насадкой. Чаще применяют Неподвижные насадки, а управление
осуществляется обычным рулем, укрепленным за насадкой; однако в том
случае на заднем ходу катер практически неуправляем. Значительно лучше
управляемость катера, оснащенного поворотной насадкой. Ось поворота в
такой насадке целесообразно размещать в районе Минимального внутреннего
диаметра; для профиля насадки; показанной на рис. 35, ось поворота
расположена на расстоянии 0,4-0,45 В от передней кромки. Чтобы при
повороте насадки зазор между винтом и насадкой оставался постоянным,
концевые кромки винта протачивают не по диаметру, как для неповоротных
насадок, а по сфере, радиус которой равен радиусу винта. При повороте
насадки центр давления гидродинамических сил располагается внос от оси
баллера, поэтому на насадку, а следовательно, и на штурвал действует
значительный момент, стремящийся повернуть их в сторону большего угла
поворота. Чтобы исключить это явление, поворотные насадки снабжают
стабилизатором, т. е. обычным рулем, который жестко крепится к насадке в
районе задней кромки. Площадь рули стабилизатора в первом приближении
можно принимать равной 60% площади боковой проекции насадки.
Недостаток поворотных насадок - худшая защита винта от подводных
препятствий.
Насадку можно изготовить из стеклопластика литьем или сваркой (см. рис.
35). Сердцевину стеклопластиковой насадки вытачивают из плотного
пенопласта и оклеивают полосами стеклоткани шириной 10 см и длиной
несколько больше двойной длины насадки, располагая их вдоль оси.
Пенопласт целесообразно использовать также для изготовления модели
насадки. Основной недостаток литых насадок (даже из алюминиевых
сплавов)-большая масса. Лучшим материалом для сварных насадок являются
алюминиевые сплавы типа АМг. Можно сварить насадку из нержавеющей стали
1Х18Н9Т или даже из обычной стали, однако это сложнее, так как для
уменьшения массы толщину обечаек целесообразно принимать не более 1,5-2
мм.
Окраска свинцовым суриком насадки из углеродистой стали оказывается
более практичной, чем оклейка стеклопластиком: при ударах насадки о
грунт в стеклопластике возникают микротрещины, вследствие чего под слоем
стеклопластика начинается процесс коррозии, который внешне незаметен.
Порядок изготовления сварной насадки следующий (см. рис. 35). На
токарном или карусельном станке из листа вырезают фланцы 5, 5, между
ними вставляют цилиндрическую обечайку 4 и приваривают изнутри. К фланцу
приваривают цилиндрическую обечайку 5, а к ней кольцо 8, согнутое из
прутка. Затем к фланцу 5 приваривают обечайку 7, которая первоначально
имеет цилиндрическую форму. После сварки обечайку ударами легкого
молотка подгибают до кольца и приваривают к нему. К фланцам 5, 3
приваривают наружную коническую обечайку 1. Для удобства сварку
выполняют из трех-четырех листов, причем продольные швы сваривают после
поперечных. Последней приваривают внутреннюю коническую обечайку 2,
причем для плавности сопряжения рекомендуется перед сваркой произвести
выколотку передней кромки по радиусу R.
Площадь руля, укрепленного за винтом, составляет 4-10°/о от произведения
средней осадки катера на его длину. Для быстроходных глиссирующих
катеров основное требование к рулевому комплексу - минимальное
сопротивление на полной скорости. Целесообразно применять сегментный
профиль с отношением максимальной толщины к ширине 6/5 = 0,08. 'Площадь
рули, укрепленного на транце, составляет 6%, под днищем - 4%; угол
поворота руля +35°. Для тяжелых мореходных катеров, рассчитанных как на
режим глиссирования, так и на переходный режим, основное требование к
рулевому устройству - возможность создания больших управляющих сил,
-препятствующих рысканию катера на волнении при минимальных силах
сопротивления. Площадь рулей з этом случае 6-8%, профиль - авиационный -
0,1 Ч- 0,18 (большие значения относятся к более тихоходным катерам). Во
избежании аэрации руля (особенно в условиях волнения) руль необходимо
размещать под днищем. Отношение высоты руля к его ширине должно
быть1,3-1,8. В тех случаях, когда из-за ограниченной осадки указанное
отношение получить не удается, целесообразно вместо одного
широкого руля применить два узких; угол поворота рулей +35 .
Основное требование для тяжелых речных катеров - обеспечение
минимального радиуса поворота на среднем и малом ходу. Площадь руля у
таких судов б-8°/о, профиль авиационный.
Для быстроходных катеров поворот руля на полный угол на полном ходу
производится только в аварийных случаях, поэтому работу поворота можно
увеличить до 10-12 кгс-м. При плавании мореходных катеров на волнении
приходится постоянно перекладывать руль с борта на борт. Учитывая это,
работу поворота целесообразно уменьшить до 4- 5 кг-м. При определении
работы тяжелых речных катеров в формулу подставляют не скорость полного
хода; а скорость маневрирования (обычно 3- 4 м/с). Уменьшить работу
поворота руля можно за счет применения балансирных рулей, а также замены
одиночного руля двойным или тройным.
На катерах чаще всего тросы управления подсоединены к сектору, имеющему
угол, равный двум углам поворота руля. Румпель со скользящей втулкой
применяют только при углах поворота руля не более +35°. Установка
пластинчатых рулей особенно нежелательна для катеров, рассчитанных на
средние скорости (до 30 км/ч), так как такие рули не только ухудшают
управляемость (площадь пластинчатого руля должна быть на 30-40% больше
площади авиационного), но и понижают (до 10%) общий пропульсивный КПД
движителя. Чаще всего применяют сварные рули: к трубчатому баллеру
приварены два боковых листа, передняя кромка сформирована из трубы
диаметром, равным 0,3-0,4 максимальной толщины руля. Следует помнить,
однако, что расстояние от входной кромки до оси баллера для балансирных
рулей составляет (0,20-0,23)2?, в то время как максимальная толщина
профиля расположена на высоте (0,3-0,35).