Угловая колонка является наиболее совершенным типом
пропульсивной установки. Хорошая защита гребного винта, возможность
значительного уменьшения осадки катера при подъеме колонки, возможность
осмотра и смены гребного винта на плаву, малый объем, занимаемый
двигателем, оснащенным колонкой, хорошая управляемость и достаточно
высокий общий пропульсивный коэффициент,- все это способствует росту
популярности угловых колонок. Основным же недостатком их является
сложность изготовления и высокая стоимость.
В настоящее время, особенно для двигателей рассматриваемой мощности,
широкое распространение получил тип колонки с передачей крутящего
момента через двойной карданный шарнир двумя парами конических передач,
причем в одной из них - как правило, в верхней - расположена реверсивная
кулачковая или фрикционная муфта. Поворот колонки осуществляется при
помощи румпеля.
По-видимому, основным препятствием для качественного изготовления
угловой колонки в условиях единичного производства является сложность
производства высококачественных конических зубчатых колес. Большие
мощности, передаваемые колонкой, в сочетании с требованием максимального
уменьшения габаритов подводной части вынуждают применять шестерни,
работающие с очень высокой нагрузкой. Такие шестерни должны
изготовляться с высокой точностью из высокопрочных сталей и проходить
качественную термическую обработку. В угловых колонках используют
шестерни с прямыми и круговыми зубьями. Существенным достоинством
шестерен с круговыми зубьями и углом наклона зуба является то, что
при работе пятно контакта перемещается вдоль поверхности зуба и в
зацеплении одновременно находится большое число зубьев. В результате
этого чувствительность таких передач к изменениям взаимного расположения
шестерни и колеса (например, вследствие деформации под нагрузкой, износа
подшипников, погрешностей монтажа и т. д.) значительно меньше, чем у
прямозубых колес. Прямозубые высоконагруженные зубчатые колеса
изготовляются, как правило, с бочкообразными зубьями: это предупреждает
концентрацию всей нагрузки у краев зуба и повышает надежность передачи.
В промышленности находят применение также конические колеса с круговыми
зубьями, у которых средний угол наклона зуба р = 0 (тип зеро). Однако у
этих колес, как и у прямозубых, в зацеплении одновременно находится
меньше пар зубьев, чем у круговых с (3=И=0, поэтому при одинаковых
размерах они могут передавать мощность, на 30% меньшую. Уровень шума
круговых колес е на 6-10дБ меньше, чем у прямозубых.
Диаметр нижнего зубчатого колеса равен 8-1,25 = = 10 см; таким
образом, диаметр гондолы составит 115-120 мм.
Формула получена при расчетном времени работы передачи 1000 ч. Если
ограничиться расчетным временем 300 ч и соответственно меньшей
надежностью, размеры шестерен можно уменьшить на 15%.
Для прямозубых передач диаметры шестерен целесообразно увеличить на 10%.
В связи с тем что при единичном изготовлении шестерен, как правило, не
удается выполнить шлифование после термообработки (точность
соответствует 8-му классу), то необходимо производить тщательную обкатку
с контролем по пятну контакта (см. 13) [28].
Пропульсивный КПД колонки можно повысить не только за счет уменьшения
размеров шестерен, но и за счет улучшения профилирования подводной
части. Так, отношение толщины б к ширине В стойки в районе ватерлинии
должно составлять не менее 0,2, причем форма сечения должна быть
сегментная. Нижерасположенные сечения стойки могут иметькавиационный профиль -j = 0,15 - 0,25. Отношение диаметра гондолы
к длине (включая ступицу и обтекатель винта) должно составлять 0,30-0,2,
а расстояние от входной кромки винта до стойки - не менее 1,0-2,0 толщин
стойки. Ширина антикавигационной пластины над винтом составляет 0,4-0,3
диаметра винта, зазор между винтом и пластиной - примерно 0,1 диаметра
винта, расстояние от антикавитационной пластины до днища - около 0,1
диаметра винта. Немного выше линии днища располагается брызгоотбойный
козырек (он выступает впереди стойки на 20-30 мм). Во всех случаях
расстояние от верхней кромки винта до КВЛ должно быть не менее 250 мм.
Это предотвращает аэрацию винта (особенно при повороте колонки и на
волнении), характерную для судов, имеющих подъем днища к транцу.
Для тяжелых мореходных катеров при плавании в условиях волнения
управляющие силы, которые может развить колонка традиционной формы,
могут оказаться недостаточными для предотвращения рыскания катера на
попутном волнении. При увеличении угла поворота колонки начинается
аэрация стойки, а затем и аэрация винта. Поэтому для таких катеров
целесообразно увеличивать ширину стойки, особенно нижней ее части,
расположенной глубоко под поверхностью воды. За счет этого увеличится
подъемная сила стойки, а следовательно, для получения одинаковой
поперечной силы колонку можно будет повернуть на меньший угол.
При выборе расстояния между осями гребного вала и верхнего
горизонтального валика, помимо расстояния от нижней точки двигателя до
оси коленчатого вала, следует учитывать осадку кормовой части ватера.
Это связано с тем, что в случае большой осадки транца ось двигателя
будет ниже КВЛ. В результате практически вся колонка и карданные шарниры
окажутся при стоянке под водой. Это значительно усложнит обслуживание,
потребует установки герметичного гибкого ограждения карданных шарниров и
т. д.
В связи с этим для колонок единичного производства двигатель
целесообразно размещать так, чтобы его ось была на 100-150 мм выше КВЛ.
Ось поворота колонки, так же, как ось откидывания, должна проходить
через центр двойного карданного шарнира. Чтобы уменьшить усилие,
требуемое для поворота колонки, ось поворота выполняют наклонной под
углом а (см. рис. 27), разделяя боковую площадь подводной части колонки
на две неравные части - переднюю, площадь которой составляет 15- 20%, и
заднюю, площадью 75-80% (по аналогии балансирным рулем). Для
компенсация реактивного момента применяют небольшой килек- триммер,
изменяя угол поворота которого, можно уменьшить увод катера с прямого
курса.
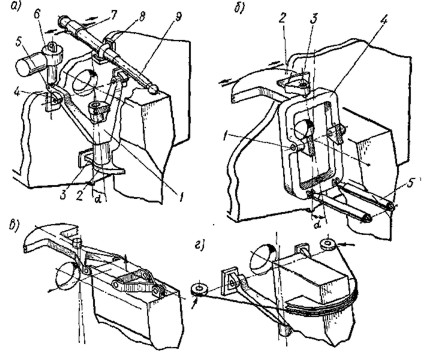
Рис. 27. Схемы подвески колонки: а - с
V-образным коромыслом 1 - коромысло; 2- подшипник поворота: 3-упорный
элемент; 4-подшипник откидывания; 5 -рычаг; 6- силовой механизм;
7-скользящая втулка; 8-шарован опара; телескопический румпель. б - с
карданным кольцом 1- подшипник откидывания; 2 - румпель; 3 - подшипник
поворота: 4-карданное кольцо; 5-гидроцилиндр. в, а - с ломающимся
румпелем и с сектором, укрепленным на коленке.
В настоящее время получили распространение две схемы подвески колонки
(рис. 27). Основу схемы на рис. 27, а составляет V-образное коромысло.
Что состоит из трубы, на концах которой расположены шейки подшипников
поворота колонки и рычагов- коромысла; на их концах находятся проушины
подшипников откидывания. В нижней части трубы расположен упорный
элемент, передающий упор винта на транец катера. Как правило, высота
упорного элемента регулируется, за счет чего можно изменять угол наклона
колонки. Поворот колонки обычно осуществляется с помощью трубчатого
телескопического румпеля 6, проходящего через транец и закрепленного на
нем шаровой опорой.
По схеме на рис. 27, б основу конструкции составляет карданное кольцо. В
верхней и нижней частях кольца имеются цапфы поворота колонки, а в
средней части - цапфы, относительно которых откидывается колонка. Так
как положение кольца при откидывании колонки не изменяется, для
управления поворотом достаточно прикрепить к кольцу обычный секторный
румпель. Поворот колонок может осуществляться при помощи ломающегося
румпеля (рис. 27, в) или обычного сектора, укрепленного иа колонке (рис.
27, г). В последнем случае сектор должен лежать в плоскости,
перпендикулярной оси поворота и проходящей через точку пересечения осей
поворота н откидывания. Чтобы при откидывании не вменялось натяжение
тросов, точки схода тросов с блоков (на рисунке обозначены стрелками)
должны. лежать на оси откидывания. На элементы подвески действуют
значительные продольные и поперечные нагрузки от упора винта, особенно
при повороте колонки. Поэтому их следует выполнять достаточно прочными и
жесткими.
Все современные колонки имеют устройство для принудительного откидывания
(как правило, на угол Б5Р). Это устройство обеспечивает катеру важное
эксплуатационное преимущество: приподняв колонку так, чтобы концы
лопастей винта немного выступали над поверхностью воды, можно
осуществлять движение на малом ходу (до 8-10 км/ч).
Колонку с подвеской по типу рис. 27, а можно снабдить дополнительным
рычагом 5, в который упирается силовой механизм 6. Силовым механизмом
служит винтовой шток, приводимый в движение через червячную передачу
электродвигателем мощностью не менее 100 Вт (например, маломощным
стартером или 27-вольтовым двигателем мощностью 200-250 Вт). Можно
воспользоваться шариковинтовыми механизмами, развивающими упор не менее
300 кгс при ходе более 100 мм.
В качестве силовых элементов используют также силовые гидроцилиндры,
работающие от специальных гидронасосов. При подвеске по типу рис. 27,б
откидывание производится при помощи двух гидроцилиндров 5. Существенным
преимуществом гидроцилиндров является то, что они одновременно являются
амортизаторами и смягчают удары колонки до н после откидывания. Для
этого в конструкции цилиндра должны быть предусмотрены специальные
перепускные клапаны. Если к тому же в гидравлической цепи управления
гидроцилиндрами установить край, сблокированный с включением заднего
хода, то отпадет необходимость в установке не всегда надежных
механических стопоров, препятствующих откидыванию колонки на заднем
ходу. На переднем ходу также необходимо удерживать колонку от
самопроизвольного откидывания (например, в случае резкого сбрасывания
оборотов двигателя). В механических устройствах это достигается
пружинной защелкой, а в гидравлических - клапаном типа
предохранительного. Учитывая, что сопротивление колонки с застопоренным
винтом достигает 100 кгс, можно отказаться от дополнительного стопора
заднего хода (по аналогии со случаем, рассмотренным в 22).
В качестве материала для корпуса колонки применяются сплавы типа АЛ-8.
Корпус можно отливать из сплавов АЛ-9, АЛ-2, а также сваривать из стали
или алюминиевых сплавов типа АМГ. При равной массе стальной корпус будет
более жестким (что благоприятно для работы зубчатых передач) и более
прочным, чем корпус из сплава АЛ-2. Дополнительным достоинством сварных
корпусов является их высокая стойкость к ударным нагрузкам, а также
доступность ремонта. Толщину стенок стоики выбирают таким образом, чтобы
при обсыхании катера с опущенной колонкой стойка не сломалась.
При разработке кинематической схемы колонки необходимо обеспечить
удобство сборки и регулировки, технологичность и высокую жесткость
установки зубчатых колес. Различия в технологии единичного и массового
производств накладывают определенный отпечаток и на конструкцию колонки.
Так, если в колонках массового производства целесообразно уменьшать
число разъемов за счет усложнения корпусных деталей, то в колонках
единичного производства рационально увеличивать число разъемов в целях
упрощения технологии. Чтобы можно было растачивать корпус на токарном
станке, колонка должна состоять из трех узлов: верхнего и нижнего
редукторов и проставки. Однако в этом случае установка среднего
подшипника вертикального вала в районе антикавитационной плиты потребует
дополнительного разъема проставил. На рис. 28 показаны два варианта
компоновки нижнего редуктора. По варианту рис. 28,а для повышения
жесткости консольной шестерни 32 применен игольчатый подшипник,
расположенный как можно ближе к зубьям, причем для уменьшения габаритов
внутренним кольцом подшипника служит шейка шестерни. Участок вала между
подшипниками имеет повышенную жесткость {увеличен диаметр). Поскольку
при использовании шестерен с круговыми зубьями и углом наклона на
шестерню действует значительная осевая нагрузка, в средней опоре
приходится размещать, помимо опорного, еще упорный подшипник
(конический, радиальноупорным или упорный).
При выборе места расположения упорного подшипника следует учитывать
направление наклона зубьев и направление вращения вала. Осевая сила
может быть направлена как к центру зацепления, так и в обратную сторону
[12]. В зависимости от направления осевой силы резко изменится н
радиальная нагрузка. При определении нагрузок на подшипники гребного
вала необходимо учесть упор гребного винта. Обычно оптимальным
оказывается вариант, когда осевые нагрузки в зацеплении и от упора винта
направлены в разные стороны.
Сложения шестерни 32 осуществляется при помощи пакета прокладок 41,
Передний подшипник 33 гребного вала воспринимает только радиальную
нагрузки,. а задний двухрядный радиально-упорный подшипник 27 - как
осевую, так и радиальную. Вместо одного двухрядного можно применить два
более распространенных конических или шариковых однорядных
радиально-упорных подшипников 11. Конические подшипники обеспечивают
более жесткую фиксатор шестерни и имеют больший коэффициент
работоспособности, чем шариковые, поэтому их применение предпочтительно.
Люфт при установке двух подшипников регулируется при помощи гайки 14, а
точное положение зубчатого колеса обеспечивается прокладками 12 и 28.
Подшипники закреплены в стакане 20, что значительно облегчает сборку и
регулировку зацепления. Два-три автомобильных сальника, работающие со
именной втулкой 21, защищают колонку от проникновения воды. Срезная
предохранительная полумуфтавходит в
конструкцию винта. Гайка-обтекатель 25 не только удерживает винт на
заднем ходу, но % предотвращает выпадение срезных штифтов 23.
По варианту рис. 28, б оба подшипника вертикального валика расположены в
корпусе редуктора. В этом случае снижаются требования к жесткости
проставки и отпадает необходимость в установке подшипника в проставке,
что позволяет отказаться от- ее разъема.
Для повышения жесткости установки зубчатого колеса 30 диаметр гребного
вала в районе колеса увеличен. Жесткость подшипников увеличена с помощью
распорной втулки 13, длина которой пример на 0,05 мм больше расстояния
между торцами подшипников в свободном состоянии. После затяжки
подшипников момент проворачивания шестерни должен составлять 0,05-0,15
кгс-м; если момент больше, высоту втулки необходимо уменьшить. Длина
гои-долы в этом варианте получается несколько больше, чем в предыдущем,
однако, как правило, это уменьшает сопротивление колонки. Для повышения
надежности установки подшипников и зубчатых шестерен все шейки на валах
целесообразно закалить.
Рассмотрим систему смазки редукторов. При раздельной смазке верхнего
редуктора из-за малой емкости его масляной ванны и малой площади
охлаждения температура масла бывает весьма неоднородной. Поэтому масло в
районе шестерен оказывается перегретым и, поскольку количество его мало,
быстро теряет свои смазывающие свойства. При нарушении же герметичности
нижней манжеты масло вытекает в нижний редуктор. При единой системе
смазки масло хорошо охлаждается в нижней полости. В верхнюю полость оно
подается центробежным насосом, причем возможны два варианта. В первом
случае практически вся колонка заливается маслом, уровень его
располагается чуть ниже первичного валика. От насоса через систему
внутренних каналов более холодное масло подается к верхнему редуктору, а
более горячее подсасывается вниз к насосу. Подвод масла в верхний
редуктор происходит через нижний подшипник, а заборное отверстие
отводной трубки расположено на уровне зубьев нижней шестерни. Во втором
случае уровень масла в колонке находится выше нижних шестерен (не менее
чем на 20- 30 см), а сливное отверстие в верхнем редукторе расположено
чуть ниже первичного валика. Вертикальный вал верхнего редуктора
уплотнен манжетой. В результате после остановки двигателя в полости
верхнего редуктора остается необходимое количество масла для
последующего запуска и прогрева двигатели.
Достоинство обеих схем - простота, надежность, хорошие условия смазки,
мала вероятность попадания воды в масло (давление воды на сальник
гребного вала практически полностью уравновешено давлением столба масла
в колонке). Недостаток - большие потери на перемешивание (шестерни
нижнего редуктора полностью находятся в масле), который могут достигать
2% передаваемой мощности. Кроме того, вторая схема не обеспечивает
циркуляцию масла на малом ходу, так как насос создает очень маленький
напор (0,25 м при 700 об/мин гребного вала).
Крыльчатка центробежного насоса 16 (шириной Ю-15 мм) расположена на
гребном валу. Масло засасывается из полости подшипников и через
отверстие 18 (диаметром около 10 мм), расположенное напротив крыльчатки,
попадает в напорную магистраль (внутренний диаметр ее не менее 14 мм).
Насос работает как на переднем, так и на заднем ходу. Максимальный
расход 2-4 л/мин. Поскольку температура масла при работе благодари
охлаждению - не превышает 40-50°, для смазки колонок целесообразно
применять зимние трансмиссионные масла (ТАД-10).
Для верхнего редуктора большое значение имеет передаточное
отношение и тип смазки. Если передаточное отношение существенно
отличается от единицы, то шестерни реверса целесообразно располагать на
вертикальной оси, так как они имеют больший диаметр и легче компонуются
с кулачковой муфтой. Однако при этом верхние подшипники 53 и особенно
бронзовую втулку 54 следует смазывать принудительно. Если смазка
достаточно надежная, предпочтительно, чтобы шестерня заднего хода была
верхней. В этом случае кулачковая муфта будет удерживаться в зацеплении
на переднем ходу не столько с помощью механизма переключения, но и под
действием веса, что уменьшит износ вилки переключения. Если шестерни
заднего хода - нижняя, ее бронзовая втулка 8 будет все время находиться
в масле, а верхняя втулка 54 будет вращаться относительно вертикального
валика только при включении заднего хода, т. е. сравнительно редко. В
этом случае требования к смазке не будут столь жесткими. Б схеме с
горизонтальным расположением шестерен не требуют дополнительных
смазочных устройств, но компоновка ее сложнее.
При передаваемой мощности 60 л. с. и скорости катера 25 км/ч оптимальная
частота вращения винта в первом приближении я =1800 об/мин, диаметр D =
410 мм, общий пропульсивный коэффициент г) = 58%; при скорости 35 км/ч
= 2100 об/мин, .0 = 350 мм, т) = 63 %; при скорости 45 км/ч = 2500
об/мин, = 320 мм, = 64 %. При распределении общего
передаточного отношения между редукторами для удобства размещения
кулачковой муфты основное снижение частоты вращения выгодно осуществлять
в верхнем редукторе. При этом несколько меньшим получится и диаметр
зубчатого колеса на гребном валу, но увеличатся размеры нижней шестерни.
В целом же габариты редуктора уменьшатся.
Для колонок единичного производства в целях упрощения изготовления и
ремонта можно принять одинаковые передаточные отношения для верхнего и
нижнего редукторов, а следовательно, одинаковые шестерни. С целью
уменьшения габаритов передачи конические колеса заднего и переднего хода
52 установлены в двухрядных радиально -упорных шариковых подшипниках 53.
Эти подшипники воспринимают осевые и радиальные нагрузки, действующие на
шестерню. Вылет шестерни, а также направление наклона зубьев выбираются
такими, чтобы максимально уменьшился момент относительно подшипника.
На рис. 28 показан вариант установки шестерен 62 на более
распространенных конических подшипниках. Люфт в подшипниках регулируется
при помощи гайки 14, а точное положение шестерни - при помощи прокладок
45. Зубья кулачковой муфты технологически трудно выполнить заодно с
нарезкой зубьев, потому этот узел делают разъемным. При этом муфта может
соединяться с шестерней на шпонке (нижний узел) и на резьбе (верхний
узел). Чтобы облегчить зацепление кулачков, их число целесообразно
уменьшить до четырех, а заднюю часть кулачка выполнить под пологим
углом. Рабочую поверхность кулачков выполняют, что исключает
самопроизвольное выключение муфты. Кулачковые муфты желательно
изготовлять из тех же материалов с такой же термообработкой, что и
шестерни.
При серийном производстве в корпусе колонки выполняются каналы для
забора охлаждающей воды и выпуска газов под воду; в колонках единичного
производства выполнить эти каналы сложно.
Технология изготовления колонки сводится к следующему. Сварной нижний,
корпус (см, рис. 28) состоит из горизонтальной трубы 26, в которой
расточены отверстия под втулки 39 и 9 верхнего и нижнего подшипников,
обтекателя 36 и верхнего фланца 38, вырезанного из листа толщиной 10 мм.
После сварки этих деталей изгибают из листов толщиной 3 мм передний,
задний и нижний обтекатели, подгоняют их по месту и приваривают.
Сваренный корпус отжигают (см. 13) и растачивают под подшипники. Следует
иметь в виду, что нижний корпус трудно установить на станке. Так, если
устанавливать его на угольнике, базируясь на горизонтальную трубу и.,
верхний фланец, то при зажиме деформируется под стакан- Поэтому
целесообразно предусмотреть в районе обтекателя 36 специальную
технологическую бобышку 35. Расточку выполняют на обычном токарном
стайке. В торце бобышки сверлят центровое отверстие, зажимают корпус за
отверстие ВОД стакан 20, поджимают центром и обрабатывают бобышку.
Деталь зажимают в кулачки за бобышку И' растачивают отверстие и торец
под стакан 20. Затем корпус зажимают за обработанное отверстие, зажимают
центром и срезают бобышку. На станок устанавливают планшайбу с
угольником; к угольнику .крепится шип, диаметр и высота которого
соответствуют размерам стакана. Допустимое смещение оси шипа и оси
шпинделя - не более 0,05 мы. Смевшие проверяется индикатором,
укрепленным на ройке в резцедержателе. Для этого шип устанавливают
строго горизонтально и, запомнив показания редуктора, поворачивают
шпиндель на 180°; затем вновь устанавливают шип горизонтально и
определяют разницу показаний индикатора. Корпус надевают на шип,
прижимают к угольника при помощи двух шпилек и поперечины, обрабатывают
отверстия под подшипники и торцуют фланец. Чтобы уменьшить вылет
угольника, нижний 29 целесообразно выполнять съемным. При
обработке верхнего корпуса сначала зажимают его Ж верхнее отверстие,
поддерживая нижнее увеличенным центром - "грибком" (желательно, чтобы
прииск на расточку нижнего отверстия был не менее мм). В этом
положении обрабатывают нижний транец; при этом перед грибком остается
небольшой буртик (2-Змм). Устанавливают планшайбу, к ней при помощи
фланца через мерные прокладки крепят и растачивают сквозные
вертикальные отверстия удаляя при этом и необработанный буртик.
- Горизонтальное отверстие растачивают на угольнике так же, как корпус
нижнего редуктора. Сварен проставка 40 собирается из двух фланцев (см.
рис. 28), вырезанных из листа (б = 10), и боковых стенок (6 = 3). Чтобы
уменьшить концентрацию напряжений в месте приварки фланцев,
целесообразно увеличить поперечное сечение проставки в районе фланцев.
Если длина проставки не превышает 250 см, ее можно обрабатывать в такой
последовательности. Как и для верхнего редуктора, обрабатывают один из
торцев, оставляя необработанный поясок. За обработанный фланец через
мерные прокладки устанавливают проставку на планшайбу и начисто
обрабатывают противоположный фланец и отверстие. В центр шпинделя
вставляют шип, диаметр которого равен диаметру расточенного отверстия
(можно использовать центр с надетой на него втулкой). Проставку надевают
на шип, прижимают к планшайбе и выполняют окончательную обработку
первого фланца и отверстия.
Если длина проставки больше 250 мм, то ее недостаточная жесткость не
позволит получить необходимую чистоту поверхности и точность. В этом
случае обработку можно вести с применением дополнительных опор.
Проставку за одно из отверстий зажимают в патроне, другое отверстие
поджимают грибком и выполняют черновую обработку торца. Затем, используя
отверстия во фланцах под болты для сборки колонки, к обработанному торцу
привинчивают точеный диск с отверстием (ширина диска 30 мм, диаметр
отверстия превышает диаметр необработанного буртика). Задний конец
проставки вновь поджимают грибком н протачивают начисто наружный диаметр
диска, после чего диск устанавливают в люнет. Отодвигают заднюю бабку и
выполняют черновую обработку отверстия (припуск около 1 мм), срезая и
необработанный буртик. Проставку переворачивают и выполняют аналогичные
операции для противоположного фланца, но отверстие растачивают начисто.
Затем проставку еще раз переворачивают, но на этот раз начисто
обработанное отверстие зажимают в разжим проточенными кулачками или
устанавливают на проточенную шейку, зажатую в кулачки. Противоположный
конец поджимают грибком и вновь протачивают диск. Устанавливают его в
люнете, после чего начисто обрабатывают отверстие и часть торца до
диска. Затем диск снимают, отверстие поджимают центром и обрабатывают
торец начисто.