Для катеров, рассчитанных иа движение в режиме глиссирования
или на переходном режиме, схема прямого валопровода с расположением
двигателя в центре судна оказывается весьма неудачной с точки зрения как
центровки, так и обитаемости. Поэтому на таких катерах нашли широкое
применение более компактные и обеспечивающие кормовую центровку угловые
V-образные передачи. Они включают в себя либо два карданных шарнира в
сочетании с цилиндрическим редуктором, либо специальный угловой редуктор
с коническими или винтовыми зубчатыми колесами.
Для винтовой передачи используются обычные цилиндрические косозубые
колеса, поэтому такие редукторы более просты в изготовлении, чем
редукторы с конической передачей, для изготовления которой требуется
специализированное оборудование.
На рис. 23 представлены типичные компоновочные схемы V-образных передач
для наиболее распространенных двигателей ГЛЗ-21 и УМЗ-214. На рис. 23, а
показаны варианты, при которых реверсирование осуществляется штатной
коробкой передач (желательно, чтобы она была подвергнута доработке, о
которой говорилось выше), причем применен отдельно закрепленный
самодельный цилиндрический редуктор, связанный с выходным валом коробки
передач с помощью двойного карданного шарнира. Эта передача имеет
большие габариты н повышенную шумность, но наиболее проста в
изготовлении.
Рис. 23. Компоновочные схемы V-образных передач
с двигателем УМЗ-412 (слева) и ГЛЗ-21 и УМЗ-1П; а - вариант с
самодельным цилиндром пм редукторам; 6 - вариант с самодельным угловым
редуктором; в - вариант с использованием цилиндрического реверсредуктора,
изготовленного на базе деталей коробок передач грузовых автомобилей.
На рис. 23,6 даны варианты наиболее компактных передач, в которых
вместо цилиндрического редуктора использован редуктор с винтовой
передачей. Это наименее шумная передача, так как в ней нет карданных
шарниров, а шестерни хорошо прирабатываются.
На рис. 23, в представлены варианты с использованием отдельно
закрепленного цилиндрического реверсредуктора (см. рис. 17 и 18), в
который входят детали коробок скоростей грузовых автомобилей.
Преимущество этой передачи - надежность реверсредуктора, что улучшает
эксплуатационные возможности катера, недостатки ее - относительно
большая длина гребного вала, а также повышенная шумность. Габаритные и
компоновочные размеры даны для винта диаметром 380 мм при расстоянии от
транца до двигателя 400 мм. Это расстояние нужно выдерживать, если по
обеим сторонам двигателя имеется проход примерно такого же размера; в
этом случае запуск двигателя рукояткой осуществляется непосредственно из
моторного отделения Если по каким-либо компоновочным причинам ширина
боковых проходов менее 400-450, нет необходимости выдерживать расстояние
до транца, так как заводить двигатель рукояткой будет практически
невозможно. В этом случае расстояние от транца можно уменьшить до 150-
200 мм, установив на шкив коленчатого вала пусковой диск (см. 24).
Излом вала на каждом карданном шарнире (рис. 23, а) выбран максимально
допустимым (9-10°). Чтобы обеспечивалось постоянство частоты вращения
первичного вала редуктора, вилки карданного вала должны лежать в одной
плоскости, а углы излома вала на всех шарнирах должны быть одинаковые. В
случаях, когда эго трудно соблюсти (например, для схемы па рис. 23, в),
разность углов излома во избежание появления чрезмерных динамических
нагрузок не должна превышать 3°.
Для повышения жесткости крепление гребного вала в вариантах рис. 23, а п
в лучше выполнять с помощью фланцевых муфт. Несколько уменьшить (па
200-250 мм) габариты установки двигателя УМЗ-412 в варианте рис. 23, о
можно путем укорочения удлинителя коробки передач (укороченная коробка
показана па рис. 23,6).
Для схемы на рис. 23,6 возможны два варианта соединения коробки передач
с редуктором. Первый- соединение при помощи упругой муфты (см. рис. 20),
но без центрирующей втулки 13, а также без детален 16, 17, или при
помощи эластичной муфты от двигателей ВАЗ (также без установки
центрирующей втулки). В этом варианте двигатель и редуктор должны
крепиться жестко к фундаментным брусьям, или редуктор необходимо
навешивать на коробку передач (рис. 24). Тогда двигатель вместе с
редуктором устанавливается на амортизаторы, а соединение гребного вала с
редуктором производится при помощи упругой муфты (как показано на рис.
20, но без карданного шарнира). Применение упругой муфты приводит к
ограничению длины вала, но одновременно уменьшается уровень шума и
вибрации катера (СМ." 12).
Второй вариант предусматривает соединение двигателя с редуктором при
помощи короткого (около 100-200 мм) упругого карданного вала. Такой
карданный вал должен иметь на концах упругие муфты, аналогичные
изображенным на рис. 20 и 21, пли муфты, применяемые на двигателях СМ
пли катере "Амур". Можно использовать также две эластичные муфты от
двигателя ВАЗ, причем двигатель в этом случае укрепить па амортизаторах,
а редуктор - жестко.
На рис. 23, в представлен вариант с использованием реверсредуктора в
корпусе коробки передач грузового автомобиля (см. рис. 17). Как видно,
установка первого карданного шарнира на маховике увеличивает длину
передачи. Уменьшить ее можно, использовав дополнительный вал (см. рис.
22). Этот вал, так же как первичный вал коробки передач, опирается на
два подшипника: один, запрессованный в проточку коленчатого вала, н
другой, запрессованный в специальную крышку 5, которая крепится к
картеру сцепления вместо коробки передач. Крутящий момент от маховика
двигателя передается через штатный диск сцепления. Дополнительный вал
можно изготовить из штатного первичного вала коробки передач, срезав у
него зубья шестерни и отшлифовав на их месте шейку под сальник (от
переднего конца коленчатого вала или переднего колеса "Мос-квич-412").
Фланец 9 под карданный вал приваривают к зубьям синхронизатора. Чтобы
уменьшить возможность вытекания консистентной смазки, 20-30 г которой
необходимо заложить в полость подшипника, для двигателей ГАЗ и ЗМЗ можно
изготовить новую крышку подшипника первичного вала 3 с канавкой под
сальник 4.
Обычно в угловых редукторах, например в угловом редукторе УРР-20, ось
двигателя лежит в плоскости, параллельной ДП, и смещена к правому борту
на расстояние Л = 112,5 мм. Недостатком такой компоновки является малое
расстояние между поддоном двигателя и килем катера. В какой-то мере
избежать этого недостатка можно, если повернуть редуктор вокруг гребного
вала на угол р = 18-25° (рис. 25). При этом ось двигателя окажется под
некоторым углом к диаметральной плоскости катера, а центр тяжести
двигателя переместится в направлении ДП.
Рис. 25. Компоновка V-образной передачи с
угловым редуктором при обычном (пунктирные линии) и развернутым на угол
редукторе.
Положение двигателя под углом к ДП несколько необычно, однако это
позволяет получить ряд преимуществ по сравнению с общепринятой
компоновкой, в частности увеличить зазор между поддоном и килем катера.
Зная значения углов (между валами редуктора) и $ (наклона редуктора),
можно определить углы ai (между валами в вертикальной плоскости) и у
(между валами в горизонтальной плоскости),
Технология изготовления редуктора с пересекающимися валами (рис. 26)
почти не отличается от технологии изготовления простейшего редуктора с
одной парой цилиндрических зубчатых колес, за исключением того, что у
колеса и шестерни наклон зубьев разный, а при расточке посадочных мест
под подшипники редуктор следует развернуть на угол.
Корпус редуктора состоит из двух плат 14, соединенных на сварке по
периметру прямоугольными пластинами; в отверстия щек вварены корпуса
подшипников. Для увеличения жесткости конструкции предусмотрены ребра. В
верхней крышке редуктора сделан лючок для удобства осмотра, обслуживания
и монтажа.
Охлаждение редуктора осуществляется подачей воды в кожух охлаждения 15,
приваренный к нижней части корпуса редуктора.
Уплотнить выходные концы валов можно с помощью стандартных
уплотнительных манжет. Ведущий вал редуктора, в частности, можно
уплотнить манжетами от передних колес мотоцикла М1М или автомобиля
"Жигули", либо манжетой с переднего конца коленчатого вала двигателя
ВАЗ. Для уплотнения выходного вала редуктора можно применить манжету от
переднего конца коленчатого вала или ступицы переднего колеса автомобиля
"Москвич-412".
При сварке коробки редуктора в щеки вставляют заготовки корпусов
подшипников с припусками на внутренние диаметры для дальнейшей расточки
после сварки. Внутрь заготовок вставляют центрирующие оправки и
вваривают корпуса подшипников, контролируя угол между валами. Затем
приваривают центровую бобышку 18 и ребра жесткости к корпусам
подшипников и щекам, а также технологические платики 19 для создания
базы при расточке. После сварки корпус редуктора необходимо отпустить
(подвергнуть низкотемпературному отжигу) для снятия внутренних
напряжений, остающихся после сварки.
Наружные поверхности платиков 19 опиливают так, чтобы они находились в
одной плоскости. Редуктор при расточке поворачивался относительно
бобышки 18. Отклонение оси шипа относительно осей валов не должно
превышать 0,3-0,4 мм. Угол разворота редуктора после расточки первой
пары отверстий (точнее Itga) устанавливают с помощью большого рычага (/
500 мм) прикрепленного к корпусу редуктора, делая замеры по рычагу.
Можно задавать угол поворота н по шаблону, который упирается в
предварительно обработанные боковые поверхности платиков 19. Если
полученный после расточки угол перекоса валов будет отличаться от
расчетного больше чем на +10', необходимо внести коррекцию в углы
наклона зубьев шестерни.
Изготовление зубчатых колес имеет ряд особенностей, связанных с
необходимостью подбора процесса закалки для получения минимальных
деформаций. Для уменьшения коробления колеса при закалке целесообразно
изготовлять его с минимальными выборками, которые делают для снижения
массы. Следует учесть, что при закалке, как правило, происходит
некоторое увеличение диаметров колес н уменьшение угла наклона зубьев.
Поэтому их нужно делать с несколько заниженными размерами. По той же
причине окончательную обработку шеек валов под зубчатые колеса
необходимо производить с учетом изменения их размеров после
термообработки.
Наиболее доступные марки сталей для изготовления зубчатых колес - 40Х и
45. После механической обработки зубчатые колеса, выполненные из этих
сталей, подвергают объемной закалке до твердости HRC 37-41 для колеса и
KRC 40-45 - для шестерни. Следует иметь в виду, что шестерни,
подвергнутые объемной закалке, плохо выдерживают ударные нагрузки,
поэтому применение в этом случае срезных болтов и упругих муфт
обязательно. Большей стойкостью против ударных нагрузок обладают
шестерни, выполненные из сталей, подвергаемых поверхностной закалке (ТВЧ
плн газопламенной); при этом также меньше деформация зубчатых колес.
Наилучшей износостойкостью в сочетании с высокой стойкостью к ударным
нагрузкам обладают цементированные зубчатые колеса из сталей с малым
содержанием углерода, таких как 20Х, 12ХНЗА, 18ХГТ и др.
В связи с тем, что размеры шестерни прн закалке изменяются меньше, чем
размеры колеса, шестерню целесообразно изготовлять в последнюю очередь.
Предварительно рекомендуется измерить истинные размеры колеса,
межцентровое расстояние и угол перекоса валов редуктора (межцентровое
расстояние лучше измерять, вставив валы без колес, а при измерении угла
между валами использовать шаблон, точный уровень или квадрант). При
необходимости изменяют угол наклона зубьев и коэффициент коррекции
шестерни, чтобы обеспечить зазор в зацеплении в пределах 0,1-0,15 мм.
Учитывая боковое скольжение зубьев шестерен во время работы, редуктор
следует заправлять только маслом для передач. Время обкатки редуктора
зависит в основном от точности изготовления. Первые 3-4 ч обкатка
производится на холостом ходу, затем нагрузка увеличивается, причем это
увеличение зависит от площади пятна контакта зубьев (не рекомендуется
увеличивать нагрузку более чем на 50% максимальной, если длина пятна
контакта меньше 30-40% ширины зуба). Обкатку можно считать законченной,
когда длина пятна контакта достигнет 60% ширины зуба, а высота - 40% его
высоты. Шумность редуктора по мере обкатки будет уменьшаться, однако она
все же может остаться повышенной. Это объясняется относительно большими
размерами шестерен, а также погрешностями, неизбежными в условиях
единичного производства, Для уменьшения шума следует прикрепить редуктор
непосредственно к двигателю и тщательно изолировать моторное отделение.
В случае, если даже через 10-15 ч работы пятно контакта будет смещено к
торцу шестерни н длина его не будет превышать 30% длины зуба, необходима
более интенсивная приработка зубьев абразивным порошком зернистостью
230-270. Порошок смешивают с гипоидным маслом и периодически наносят на
вращающиеся с небольшой нагрузкой шестерни. При такой приработке можно
уменьшить толщину зуба почти на 0,05 мм. Это позволит выправить
погрешности изготовления при условии, что разность углов наклона зубьев
шестерни и колеса не более чем на 12-15' отличается от угла
действительного перекоса валов. Возможно, что подшипники после такой
приработки придется заменить, если не принять мер для их защиты. Большие
погрешности изготовления редуктора не удается исправить приработкой с
абразивом, так как при этом существенно искажается профиль зубьев и
увеличивается зазор в зацеплении (" 0,25-0,3 мм).
Цилиндрические зубчатые передачи прирабатываются значительно хуже, чем
винтовые, так как в них отсутствует продольное скольжение зубьев, а
профильное скольжение невелико. Поэтому в таких передачах, как правило,
не удается приработкой исправить существенные погрешности изготовления.
Вместе с тем применение абразивного порошка может ускорить приработку. С
другой стороны, нагрузочная способность у цилиндрических передач выше,
чем у винтовых, что позволяет при одинаковой нагрузке применять зубчатые
колеса, имеющие меньшую твердость.






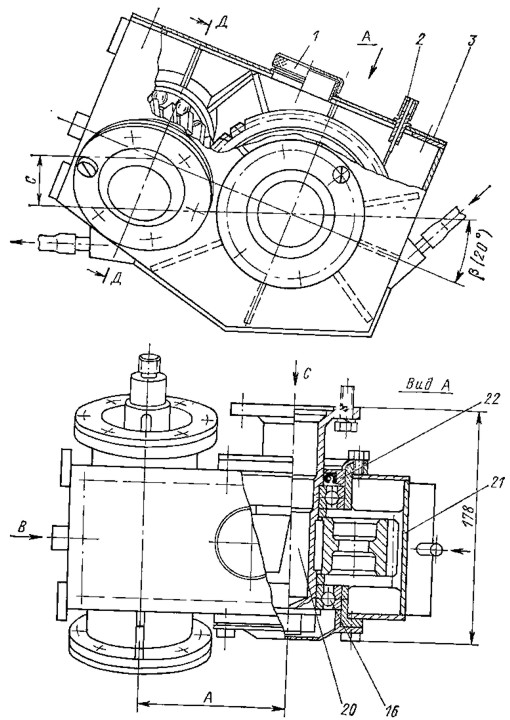
![13- крышка корпуса; 14 - боковая плата (6=3); 15- кожух охлаждения; ] - подшипник 208; 17 - подшипник 207; 18-установочная бобышка; 19 -установочный платик; 20- выходной вал; 21 - боковой лист (о -3); 22 - упорный фланец с сальником.](books46/driveboat-049.jpg)
