Клепка при постройке яхт сейчас почти не применяется. Нет больше
клепаных корпусов и палуб. Для надстроек из легких конструкций
иногда еще используют такие методы клепки, которые первоначально
появились в самолетостроении. Полые заклепки выполняют из легкого
металла и с помощью специальных клещей стальной стержень с круглой
головкой вытягивают наружу так сильно, что на внутренней стороне он
вдавливает головку заклепки, прежде чем она сломается в определенном
месте разлома. Однако подобные заклепки пропускают воду,
недостаточно устойчивы против морской воды и непригодны для
постройки корпуса. С обратной стороны они недоступны и их можно
применять только для легких деталей и планок, которые не особенно
сильно нагружены, например на мачте и гике.
Обычный вид клепки, хотя и создает необходимую прочность, но не
может конкурировать со сваркой в смысле водонепроницаемости,
простоты конструкции и долговечности. Клепаные конструкции из-за
высокой стоимости и повышенной склонности к коррозии быстро исчезли
из яхтостроения.
Сварка, следовательно,
единственный способ соединений при постройке корпусов яхт из
металла, если не принимать во внимание соединение на болтах и
винтах.
Газовая сварка неприемлема для судостроения, так как процесс этот
медленный и идет с огромным выделением тепла, что впоследствии
приводит к сильным напряжениям и вмятинам.
Электрическая или, как
она правильно называется, ручная дуговая сварка, является самым
распространенным методом соединений конструкций из стали. Сварку
производят обмазанным электродом средней толщины, для получения
особо гладких угловых швов и горизонтальных швов используют сильно
обмазанный электрод. Плавящаяся обмазка электрода покрывает основной
свариваемый металл - жидкий в течение некоторого времени. За это
время шлак поднимается на поверхность сварочной ванны. Загрязнения и
шлаки обычно состоят из ржавчины, продуктов сгорания обмазки и
первичного покрытия (пассивирующего слоя) листов и профилей. Более
длительное жидкое состояние свариваемого металла, следовательно,
является для сварки пассивированной стали весьма желательным (этого
преимущества не дает быстрая сварка в среде защитного газа).
Для постройки корпусов из стали с толщиной листов 3- 6 мм лучше
всего использовать выпрямители до 250 А, так как при сварке листов
малой толщины не разрешается применять трансформаторы переменного
тока. Трансформаторы можно применять, если они защищены и работают
при напряжении 42 В. Для сварки электродами диаметром 2,5-4 мм,
которыми пользуются при постройке яхт средних размеров,
рекомендуются выпрямители и защищенные трансформаторы, рассчитанные
на силу тока 180-250 А. Чтобы построить корпуса из более толстых
листов, нужны, конечно, более мощные аппараты.
Для сварки в среде
защитного газа характерно большое количество наплавляемого
металла при незначительном выделении тепла. Она примерно на 50%
производительнее обычной электросварки и незаменима для получения
соединений из легких сплавов. Колпак защитного газа, образующийся
посредством кольцевого сопла вокруг
вольфрамового электрода,
препятствует вредному образованию окислов и одновременно отводит
тепло. Для сварки алюминия в качестве защитного используют инертный
газ или смесь газов, как и для сварки нержавеющей стали. Чаще всего
применяют способ сварки в инертном газе MIG (Metal Inert Gas), при
котором используются плавящаяся электродная проволока диаметром
0,8-1 мм. Выделение тепла при этом незначительно, благодаря чему
сварочные напряжения и деформации невелики.
При методе сварки вольфрамовым электродом WIG (Wolfram Inert Gas) в
дугу, создаваемую с помощью неплавящегося электрода из вольфрама,
вводят пруток из присадочного материала. Этим достигается особенно
плотная сварка, конечно, при относительно высоком выделении тепла.
Подобный метод применяют для сварки емкостей (баков) и мирятся с
несколько большими напряжениями в пользу большей плотности швов.
При использовании метода сварки в углекислом газе MAG (Metal Activ
Gas) работают не с инертным газом, а с активным углекислым газом.
Выделение тепла при этом небольшое.
Двуокись углерода является
самым дешевым защитным газом. Способ хорош только для сварки
стали и производительнее дуговой ручной сварки с обмазанным
электродом. Однако при работе с пассивированной сталью есть
опасность попадания частичек пассивирующего покрытия в основной
свариваемый металл. В результате этого в металле шва образуются
поры. При сварке методом MAG следовало бы удалять пассивирующий слой
в районе сварочного шва. Однако в угловых швах Т-образных соединений
между шпангоутами, днищевыми флорами и палубными бимсами с
примыкающей обшивкой это трудоемкая работа. Поэтому при сварке в
среде углекислого газа угловые соединения тем не менее надо
сваривать обмазанными электродами. Для любителя, самостоятельно
строящего яхту, обычная электрическая дуговая сварка - самая простая
и рентабельная. Классификационные общества признают только работу,
выполненную дипломированными сварщиками. Чисто построенный корпус из
металла только тогда хорош и надежен, когда хороши все его сварные
швы.
В яхтостроении практикой найдены типовые сварные соединения и
накоплен определенный опыт сварочных работ. При конструировании и
постройке яхт необходимо учитывать некоторые основные требования,
касающиеся выполнения сварочных работ:
1. Обеспечивать свободный доступ к свариваемым деталям.
2. Избегать появления напряжений в конструкции путем правильной
последовательности выполнения сварки.
3. Стыковые швы должны располагаться самое меньшее на расстоянии 100
мм один от другого; 50 мм - минимальное расстояние между стыковым и
угловым швами.
4. Избегать перекрестных сварных швов. Пересекающий угловой шов
следует прерывать на стыковом шве, если не требуется обеспечивать
водонепроницаемость.
5. На сгибах деталей по возможности обходиться без сварных стыков.
6. Не применять сварку в районе возможных сильных деформаций.
При ручной сварке листов толщиной до 5 мм Германский Ллойд допускает
сварку стыкового соединения без разделки кромок. Ширина шва при этом
должна быть равна половине толщины листа. Только для листов большой
толщины требуется шов с V-образной разделкой кромок. Однако для
получения высококачественного шва рекомендуется делать U-образную
разделку кромок, начиная с толщины листа 4 мм. Основания стыковых и
V-образных швов обрабатывают с обратной стороны путем шлифования,
фрезерования или чеканкой с последующей подваркой. Основные типы
сварных соединений показаны на рис. 87.
Сварку наружной обшивки со шпангоутами необходимо выполнять в
определенной последовательности, если придается значение уменьшению
сварочных напряжений и деформаций во всем корпусе.
После зачистки и разделки кромок листа под сварку его укрепляют с
помощью струбцин на наборе, выставленном на стапеле (рис. 88).
Сначала лист крепят на электроприхватках только по стыку снаружи,
следя за тем, чтобы поверхности смежных листов плавно сопрягались,
затем заваривают V-образный шов с внутренней стороны наружной
обшивки. После этого плоским зубилом удаляют прихватки и подрубают
корень шва, который затем обрабатывают снаружи шлифовальным кругом,
металлической фрезой или V-образным зубилом. Подваривают шов снаружи
и, если необходимо, производят рихтовку листов.
После сварки и рихтовки стыка ставят прихватки снаружи по продольным
швам, предварительно придав жесткость свободному краю поставленного
ранее листа с помощью временно приваренного угольника. Потом
заваривают продольный V-образный шов изнутри корпуса. Далее срубают
зубилом электроприхватки и обрабатывают корень продольного шва
снаружи посредством шлифовального круга и подваривают шов.
Только после того как стык и продольный шов сварены в указанной
последовательности, можно производить прерывистую сварку листа со
шпангоутами. До последнего момента надо следить за тем, чтобы при
сварке лист мог свободно деформироваться во избежание появления
вмятины в обшивке от сварочных напряжений. После этого наружные швы
шлифуют вровень с поверхностью обшивки.
Конструктор должен определить прочные размеры угловых сварных швов в
соединениях шпангоутов, бимсов, ребер жесткости, несущих балок и т.
д. с примыкающей обшивкой. Правила классификационных обществ
гарантируют только прочное соединение без учета сварочных деформаций
и напряжений, возникающих в процессе сварки. Например, в правилах
Германского Ллойда шахматные прерывистые швы разрешены только при
толщине листа не менее 0,5 мм, хотя известно, что при такой сварке
напряжения в обшивке невелики. Прерывистая сварка с очень малым
калибром шва, которую требуют некоторые классификационные общества,
по мнению многих верфей и конструкторов, излишняя. Это привело к
тому, что при постройке малых и средних яхт указаниями этих обществ
пользуются исключительно редко.
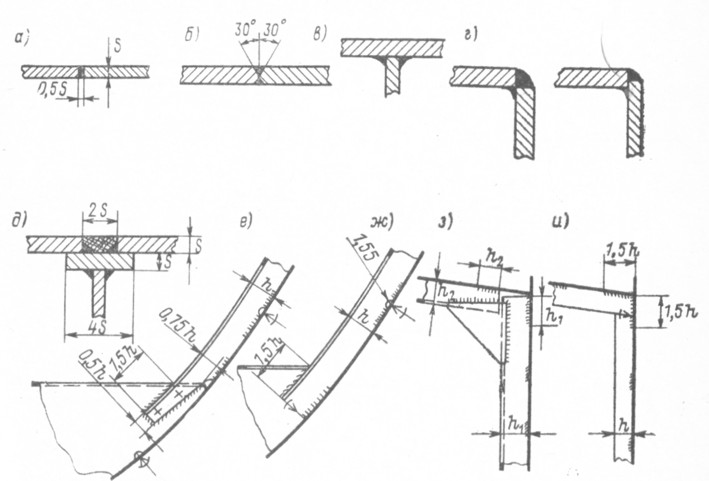
Рис. 87. Типовые сварные соединения: а -
встык без разделки кромок; S < 5 мм; б - встык со скосом (с
V-образной разделкой) кромок; S > 5 мм; в - тавровое соединение; г -
угловое соединение; д -- соединение на прорезях; е-соединение
шпангоута с флором внахлест; ж - соединение шпангоута с флором
вваркой; з - соединение шпангоута с бимсом посредством кницы; и -
соединение шпангоута с бимсом встык.
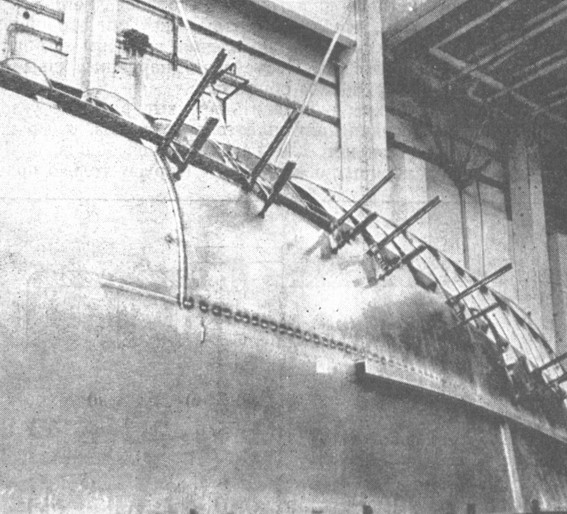
Рис. 88. Последовательность сварки при
монтаже листа наружной обшивки: после того как стык сварен полностью
и выровнен, прихватывают точечной сваркой продольный шов7 На время
сварки обшивку к набору временно прижимают струбцинами
Опытные верфи и конструкторы для прерывистой сварки Т-образных
соединений пользуются своими собственными данными, которые они и
применяют на практике. С требованиями классификационных обществ
совпадают только сведения о калибре угловых швов и мнение, какие
детали нужно сваривать непрерывно. Непрерывным швом сваривают с
обеих сторон переборки цистерн, палубу с ширстреком, фундаменты под
двигатели, стенки надстроек с палубой, соединительные кницы со
шпангоутами и бимсами и все концы шпангоутов, бимсов, ребер
жесткостей и балок по длине самое меньшее в полторы высоты профиля
или балки. Калибр углового шва зависит от толщины стенки профиля,
балки или переборки, которая приваривается к обшивке.
Рекомендуются следующие калибры углового шва а в зависимости от
толщины листа S:
S, мм d, мм
3-4,5 2,5
5-6,5 3,0
7-8,5 3,5
9-10,5 4,0
Длина и шаг прерывистых швов для соединения таких деталей, как киль,
днищевые флоры, шпангоуты, бимсы, переборки жесткости, а также
основание киля и плавника руля с примыкающей обшивкой, согласно
предписаниям классификационного общества, должны быть следующими
(рис. 89):
S мм Длина шва t
мм '' Шаг t мм
3-4,5 25 55
5-6,5 30 65
7-8,5 40 85
9-10,5 55 110
В практике постройки яхт длиной до 12 м приведенные данные для шага
t по крайней мере удваивают и часто применяют сварку шахматным швом.
Так как на яхтах, сваренных таким методом, не наблюдалось
повреждений даже в самых суровых условиях, то для яхт, строящихся не
под наблюдением классификационных обществ, нет оснований применять
вдвое больше наплавляемого при сварке металла, как это требуется для
сварки угловых швов по правилам Ллойда. Конечно, важно, чтобы
угловые сварные соединения были усилены в тех местах, где возникает
концентрация нагрузки, например в районе вант-путенсов, киля, руля и
всех концов связей набора. Если у конструктора нет опыта по
определению размеров сварных соединений, он должен полагаться на
предписания классификационного общества даже в том случае, когда
яхту не надо классифицировать. В интересах
безопасности стоят примириться с более высокими затратами и более
продолжительными сварочными работами.
Во избежание больших деформаций при сварке, особенно без защитного
газа, рекомендуется применять ряд простых мер. Все листы обшивки, к
которым приваривают большое число профилей, претерпевают особенно
сильное сжатие от нагрева при сварке. Вмятина на этом листе и на его
кромках неизбежна, если края выреза обшивки предварительно не
подготовлены. Подготовка состоит в том, что с помощью молотка листу
придают легкое продольное растяжение и волнистую форму. При сварке
лист становится гладким вновь вследствие усадки металла при
остывании, благодаря чему снимаются напряжения в соседнем листе
обшивки.
Сказанное справедливо и для непрерывных сварных швов палубного
настила с граничащими листами наружной обшивки. Если шов,
расположенный снаружи, непрерывный, минимального калибра, а с нижней
стороны применен прерывистый шов, то появляются напряжения сжатия,
которые тянут немного вверх корпус в оконечностях и могут вызвать
большие вмятины в плоских местах наружной обшивки. Чтобы
воспрепятствовать этому, при гибке листов ширстрека надо стремиться
придать верхней кромке небольшой избыток по ее длине. У яхт-шарпи,
листы обшивки на которых разворачиваются на плоскость, целесообразно
придавать верхнему краю ширстрека небольшое предварительное
растяжение молотком, что обеспечивает необходимый припуск для усадки
металла при сварке.
Рихтовка обшивки является заключительной производственной операцией
перед установкой в корпусе оборудования и требует от исполнителей
особого умения.
Рихтовка металлических листов обшивки неизбежна, если сварку вели по
инструкциям определенных классификационных обществ или не
выдерживали правильную последовательность
сварки. Но даже при качественном выполнении всех работ в сварных
листах обшивки корпуса и надстройки могут появляться вмятины,
которые обнаружить на глаз на матовой поверхности пассивированной
стали или матовом алюминии очень трудно. Для контроля
необходимо прикладывать к листу соответствующие шаблоны (лекала)
длиной 2-3 м. Однако условием для такой проверки является полное
окончание всех работ по сварке и отжигу на корпусе и надстройке. При
контроле надо помнить о том, что площадь вмятины более опасна, чем
ее глубина. Вмятина глубиной 3 мм и диаметром около 100 мм может
быть легко зашпаклевана. При такой же глубине, но диаметре около 400
мм это будет намного труднее и, кроме того, сомнительно по качеству.
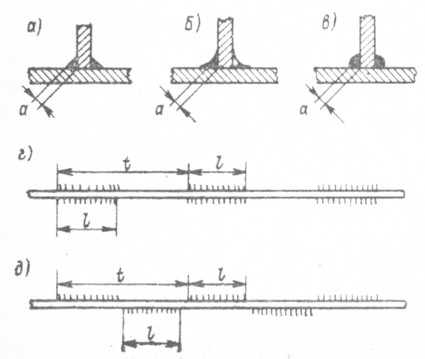
Рис. 89. Элементы угловых
швов: а - нормальный шов; б - вогнутый; в - выпуклый; г -
прерывистый; д - шахматный.
Правка (рихтовка) означает деформацию материала выше предела
текучести в месте остаточной деформации. Вмятина, внутри она или
снаружи,- это в основном продольное растяжение материала. При правке
листов в холодном состоянии может случиться, что вмятина,
находящаяся снаружи, подобно мембране окажется внутри корпуса на
такой же глубине и таких же размеров. Однако вероятнее всего, что
при холодной правке металл получит растяжение рядом, где возникнут
новые вмятины.
При сильном нагреве одной стороны листа металл в месте нагрева
деформируется. Этот принцип и лежит в основе выправления вмятин. Но
если листы обшивки уже были деформированы вследствие нагрева, то
правка затрудняется. Вновь появившиеся деформации могут вызвать
прежние и привести к дополнительным напряжениям.
В крупном судостроении правка больших плоских поверхностей наружной
обшивки производится почти исключительно с нагревом. Вмятины
вызываются большими деформациями от сварки угловым сварным швом
шпангоутов с наружной обшивкой. Поверхности обшивки между
шпангоутами или ребрами жесткости при сварке вминаются внутрь, так
что корпус производит впечатление изголодавшейся лошади, у которой
выпирают ребра. Подобные вмятины можно выправить только нагревом с
помощью пламени газовой горелки в районе шпангоутов со стороны
выпуклости листа.
При постройке яхт сварные швы имеют меньшие калибр и протяженность,
чем в регламентированном классификационными правилами крупном
судостроении. Если пользоваться рекомендациями, приведенными в этой
книге в отношении сварки и ее последовательности, то дело может
ограничиться правкой некоторых мест. Самый эффективный и широко
применяемый метод правки - сжатие листа под воздействием нагрева в
сочетании с механической деформацией.
В листах обшивки вмятины можно править ударами молотка по
нагреваемой снаружи обшивке с подложенным под нее широким осадочным
молотом. Для устранения местных вмятин, расположенных между
шпангоутами в труднодоступных местах изнутри, лист нагревают с
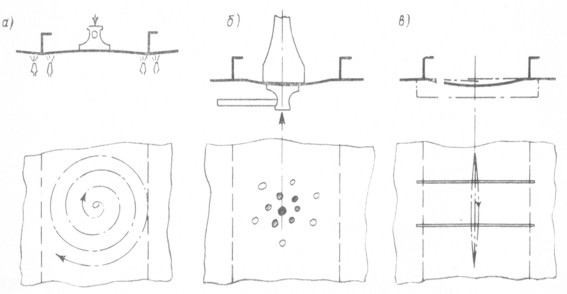
помощью пламени горелки. Нагревначинают с
самой глубокой точки вмятины и проводят горелку медленно по спирали
наружу. Этот метод относительно слабого нагрева используют в
частности для правки вмятин в обшивке из сплавов алюминия (рис. 90,
а).
Рис. 90. Ручная правка вмятин в сварных
листах обшивки.
При правке местных вмятин в стальной обшивке применяют более
сильный точечный нагрев. Начиная с середины вмятины, вращают пламя
горелки по кругу диаметром 50-80 мм, доводят металл до ярко-красного
каления и легкой кувалдой осторожными ударами деформируют лист
изнутри. С другой стороны листа прижимают поддержку из твердой
древесины диаметром 150-250 мм и длиной около 500 мм. Лишний
материал листа буквально спрессовывают на маленькой плошади. Этот
процесс повторяют затем во многих точках внутреннего круга и после
этого - на далеко расположенных точках внешнего круга до тех пор,
пока вмятина полностью не исчезнет (рис. 90,6). В медленно
охлаждающемся металле работа сама собой доводится до конца благодаря
сокращению размеров при охлаждении. Подобный метод можно применять,
но разумно, и для правки местных вмятин изнутри.
При сильных вмятинах нельзя избежать одного или двух разрезов для
снятия напряжения в поле напряженности. Сталь режут газовой
горелкой, а алюминий - ручной дисковой пилой или фрезой. После того
как вмятина по описанному выше методу выровнена, образуется излишек
металла, который необходимо отрезать и заварить разрез как обычный
шов в наружной обшивке. Потребуется еще легкая рихтовка, если на
обшивку на время сварки приваривали временные ребра жесткости
(гребенки) поперек сварного шва, необходимые для того чтобы шов не
встал <домиком> (рис. 90, в). Алюминиевые
конструкции, которые создаются, как правило, на
высококвалифицированных верфях, обычно не
нуждаются в большой правке. Несмотря на специальную сварку шахматным
швом и соблюдение правильного порядка сварки, все-таки имеет место
незначительная ребристость обшивки на шпангоутах вследствие усадки
угловых сварных швов. Эти легкие возвышения шлифуют с помощью
шлифовального круга.
Зачистка-относительно простой процесс. Шлифование слегка
обозначившихся шпангоутов уже относится к этому процессу. Для
стальных судов подобная операция нерациональна из-за слишком
твердого металла и его малой толщины. Кроме того, при шлифовании
разрушился бы пассивирующий слой и его пришлось бы восстанавливать.
На яхтах из алюминия и стали обычно зачищают все сварные швы и
кромки. Для этого применяют шлифовальные круги с относительно грубым
наждаком, а для предварительных работ и в затесненных местах -
зубило. Особенно важно, чтобы все острые кромки на металле были
скруглены. На острых краях не держится ни грунтовка, ни защитная, ни
окончательная окраска. Минимальный радиус всех кромок металла
допустим 2 мм, лучше 3 мм и более. Обработка кромок хотя и
трудоемкое, но необходимое дело, если желают строить качественные
яхты. Скругление выполняют обычно обдирочным наждачным кругом.