|
|
||||||||||||||||||||||
 |
Технология сварки и резки различных металлов, чугуна, железа, стали, цветных металлов |
 |
||||||||||||||||||||
|
|
Сварка и резка металлов основы, теория |
|
||||||||||||||||||||
|
г. Саратов поддержка
проекта: код нашей кнопки: Статистика
|
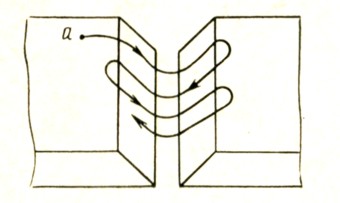
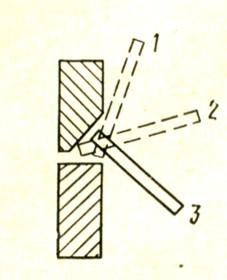
Сварка швов в различных пространственных положениях Качество сварного стыкового соединения без скоса кромок обусловлено правильным выбором диаметра электрода и тока. Стыковые соединения с К-образной разделкой кромок в зависимости от толщины металла сваривают однослойными или многослойными швами. На рис. 44 показано место возбуждения дуги и движения торца электрода при сварке за один проход соединения с У-образной разделкой кромок (на ответственных изделиях дуга возбуждается только на кромках). На скосах кромок движение дуги замедляют для получения необходимого провара, а в корне шва ускоряют, чтобы избежать прожога. У изделий, где доступ для сварки возможен с двух сторон, с обратной стороны накладывают подварочный шов, предварительно очистив корень шва от наплывов металла, грата и шлака.
Рис. 44. Возбуждение дуги и траектория движения торца электрода при сварке за один проход соединения с V-образной разделкой кромок
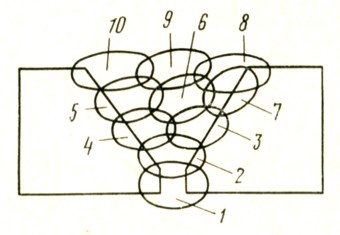
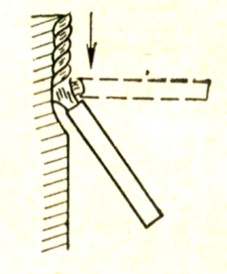
Рис. 45. Порядок наложения швов при многослойной сварке На рис. 45 цифрами показан порядок наложения швов при многослойной сварке. Сварка швов с Х-образной разделкой не отличается от сварки с К-образной разделкой кромок. Для получения качественного шва при многослойной сварке толщина нижележащего слоя не должна превышать 4-5 мм. В этом случае хорошо проплавляется и отжигается металл нижележащего слоя. Площадь поперечного сечения F наплавляемого слоя обычно увязывается с диаметром применяемого электрода. Расплавленный металл электрода при сварке вертикальных швов переносится в ванну в направлении, перпендикулярном силе тяжести. Поэтому качественный шов можно получить только при сварочной ванне небольшого объема. Вертикальные швы завариваются более короткой дугой, тогда вследствие действия сил поверхностного натяжения между расплавленным металлом ванны и каплей электродного металла возникает взаимное притяжение. При переходе металла электрода в сварочную ванну количество жидкого металла в ней увеличивается и под действием силы тяжести металл может вытечь. Во избежание этого электрод необходимо быстро отвести вверх или в сторону, чтобы металл затвердел. На рис. 49 представлены положения электрода в отдельные моменты сварки вертикального шва. Сварка вертикальных швов, как правило, выполняется снизу вверх. Образовавшийся в начале сварки кратер будет удерживать капли расплавленного металла. Электрод может быть наклонен вверх или вниз. При наклоне электрода вниз рабочему легче наблюдать за процессом сварки. Сварка сверху вниз обычно применяется для тонколистового металла. Дуга в этом случае возбуждается при перпендикулярном положении электрода к свариваемой поверхности, а после образования капли металла электрод отклоняется вниз, удерживая короткой дугой расплавленный металл от стекания (рис. 50).
Рис. 49. Положения (а, б, в) электрода при сварке вертикального шва снизу вверх
Рис. 50. Сварка вертикальных швов способом сверху вниз Горизонтальные швы сваривать труднее, чем вертикальные. Чтобы
расплавленный металл не мог стечь, кромки на нижнем листе не
скашиваются. С этой же целью сварка начинается на кромке нижнего
листа, затем проваривается корень разделки, а после этого дуга
переносится на кромку верхнего листа (рис. 51). Порядок сварки
горизонтального шва с К-образной разделкой показан на рис. 52. Для
сварки вертикальных и горизонтальных швов ток уменьшается на 10-20%
по сравнению со сваркой в нижнем положении.
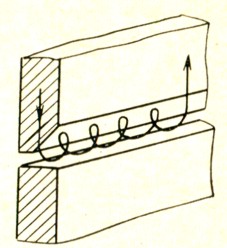
Рис. 51. Положения (1, 2, 3) электрода при сварке горизонтального шва
Рис. 52. Движение электрода при сварке горизонтального шва Этапы переноса капли с электрода в сварочную ванну при потолочной сварке показаны на рис. 53. Наклон электрода к направлению сварки должен составлять 10-15° (0,17-0,25 рад). Рекомендуется применять электроды с тугоплавким покрытием. Расплавляясь несколько позже, чем электродный стержень, покрытие образует на конце электрода чехол, который обеспечивает более направленный перенос металла, облегчая тем самым процесс сварки. При сварке потолочных швов ток уменьшается на 20-25% по сравнению со сваркой в нижнем положении.
Применение сварки при восстановлении кузовов автомобилей Сварка в защитном газе при ремонте автомобилей
Читать далее про технологии сварочных работ...
Неинтересное на наш взгляд: а1 а2 а3 а4 а5 а6 а7 а8
|
|||||||||||||||||||||
|
|
||||||||||||||||||||||
|
|
||||||||||||||||||||||