поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Полуавтоматическая сварка в защитном газе
Основными неисправностями кузовов легковых автомобилей, поступающих в
ремонт, являются трещины эксплуатационного характера, разрывы металла,
перекосы различной сложности и, как правило, значительные деформации,
полученные при дорожно-транспортных происшествиях.
Объем кузовных работ при восстановлении аварийных автомобилей составляет
80-87 % от общей трудоемкости ремонта, причем 25-30 % этого объема
приходится на сварочные работы.
Снизить трудоемкость сварочных работ позволяет внедрение в ремонтную
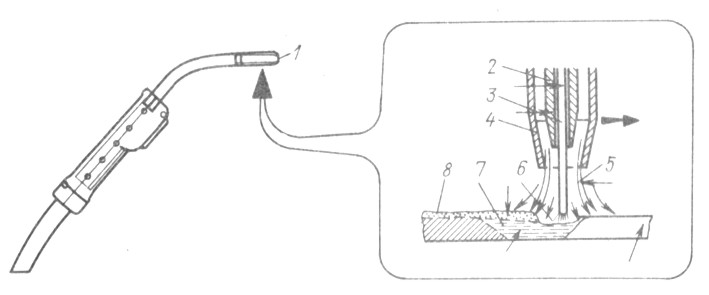
технологию механизированного способа сварки. Сварка в защитном газе
является одним из видов дуговой сварки. В зону дуги подают защитный газ,
струя которого, 'обтекая электрическую дугу и сварочную ванночку,
предохраняет расплавленный металл от воздействия атмосферного воздуха,
окисления и азотирования. Схема сварочного процесса показана на рис.
3.21.
При ремонте кузовов в качестве защитного газа
используют углекислый газ (СО2). А поскольку он не является нейтральным,
то в целях уменьшения окислительного действия свободного кислорода
применяют электродную проволоку с повышенным содержанием раскисляющих
примесей (марганца, кремния). При этом получается беспористый шов с
хорошими. механическими свойствами.
Сварку производят при питании электрической дуги постоянным током
обратной полярности. Источниками питания служат преобразователи
постоянного тока с жесткой характеристикой типа ПСГ-350, ПСГ-500 или
сварочные выпрямители с жесткими характеристиками типа ВС-300, ВДГ-301,
ВДГ-302, ВСЖ-303 и др.
Процесс сварки листового материала можно выполнять во всех
пространственных положениях, что является важным преимуществом при
восстановлении кузова легкового автомобиля, имеющего сложные
пространственную конструкцию и формы.
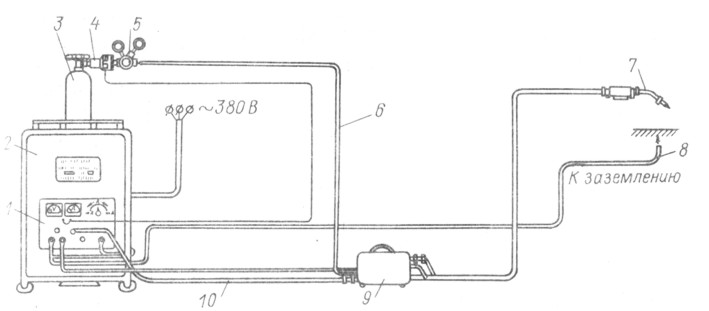
1. Конструкция сварочного полуавтомата. В состав полуавтомата (рис.
3.22) входят пульт управления /, вмонтированный в источник питания 2,
баллон с углекислым газом 3, подогреватель газа 4, понижающий
редуктор-расходомер 5, трубка подачи углекислого газа 6, сварочная
горелка 7, кабель заземления 8, механизм подачи сварочной проволоки 9
(он может быть выносным, как показано на рисунке, или встроенным в
единый корпус с источником питания). К полуавтоматической установке
относятся соединительные электрокабели с муфтами и шланги подачи газа и
электродной проволоки.
Длины соединительных проводов и шлангов: от источника питания до
подающего механизма - 10 м; от подающего механизма до сварочной горелки
(шланг сварочной горелки) -3 м..
Процесс подачи электродной проволоки и защитного газа в зону сварки
автоматизирован. Электродная проволока с помощью; механизма подачи
поступает из кассеты по гибкому направляю- , тему каналу, размещенному в
шланге, в зону сварки. Одновременно по шлангу газотокоподвода в зону
сварки подводится из баллона газ для защиты металла шва и сварочный ток
от источника питания дуги. Сварочную горелку перемещают вручную.
Схема полуавтомата обеспечивает: включение-выключение полуавтомата
выключателем, расположенным на сварочной горелке; плавное регулирование
скорости с помощью потенциометра, расположенного на пульте управления, а
также стабилизацию установленной скорости подачи электродной проволоки;-
автоматическую продувку газового тракта защитным газом до зажигания дуги
в течение 1 с.
Управление полуавтоматом осуществляется с пульта, встроенного в лицевую
панель.
При нажатии выключателя, находящегося на горелке, происходит включение
газового клапана, через 1 с включается источник питания и привод подачи
электродной проволоки. При замыкании электрода на изделие зажигается
дуга - происходит сварка.
Рис. 3.22. Схема полуавтоматической установки
для сварки тонколистовых металлов в углекислом газе
При размыкании выключателя сварки останавливается
двигатель подачи электродной проволоки, происходят растяжка дуги и ее
обрыв. Через 2-3 с выключаются источник питания и газовый клапан
(снимается напряжение со сварочной горелки и прекращается подача
защитного газа), и схема приходит в исходное состояние, обеспечивающее
возможность повторного включения.
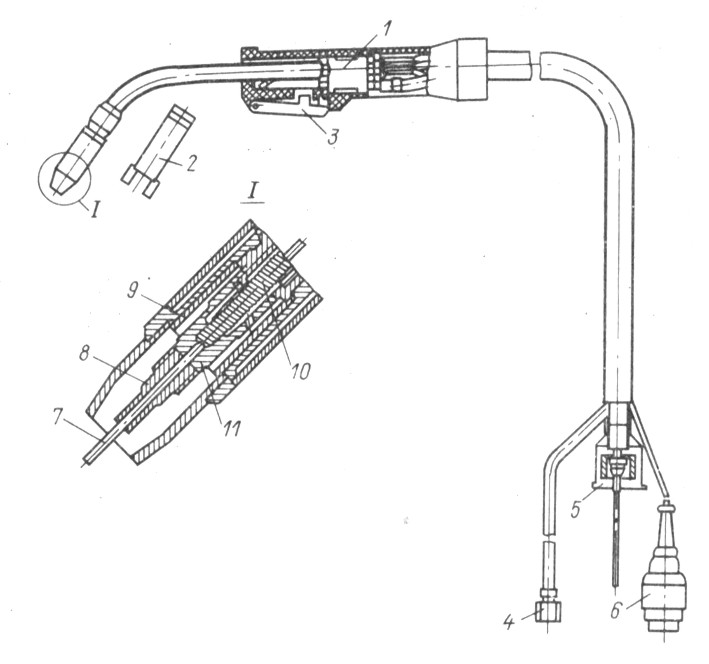
Сварочная горелка (рис. 3.23) с направляющим каналом, имеющим проходной
диаметр 1,5 мм, предназначена для сварки электродной проволокой
диаметром 0,8 мм. Сварочная горелка 1 состоит из корпуса с изогнутой
трубкой, сменного сопла 2, сопла выхода защитного газа 9, наконечника 8
с выходящей из него электродной проволокой 7, держателя наконечника 11,
спирали 10, направляющей электродную проволоку, выключателя 3, муфты 4,
соединяющей газоподводящий канал с соплом 9, канала подачи электродной
проволоки 5 и электрического кабеля 6, соединяющего сварочную горелку с
источником питания.
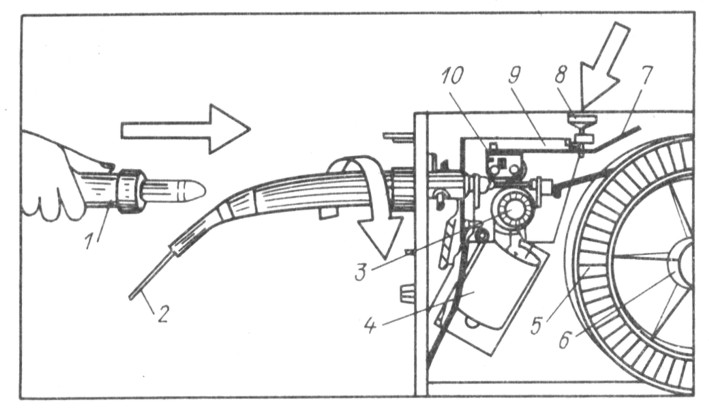
Механизм автоматической подачи сварочной проволоки (рис. 3.24)
предназначен для непрерывного перемещения роликами 3 и 10 в зону сварки
электродной проволоки 2 (по мере ее плавления) с помощью электропривода
4, а также для размещения кассеты 5 с электродной проволокой. На
механизме подачи установлен блок разъемов, служащих для подключения
соединительного кабеля 1. Усилие поджатия прижимного ролика 10
регулируется винтом 8, воздействующим на рычаг 7 через плоскую пружину
9. Кассета с электродной проволокой установлена на тормозном устройстве
6, которое не допускает самораскручивания проволоки при работе.
Источник питания сварочной дуги представляет собой статический
преобразователь (выпрямитель) трехфазного переменного тока в постоянный.
Рис. 3.23. Сварочная горелка для
полуавтоматической сварки в защитном газе
В нишу выпрямителя встроен блок управления
полуавтоматом, соединяемый с ним через штепсельный разъем. Блок
управления предназначен для включения и выключения электромагнитного
газового клапана, источника питания, двигателя подающего механизма, а
также для регулирования стабилизации и скорости подачи электродной
проволоки.
Редуктор с расходомером служит для снижения давления защитного газа и
регулирования его расхода, закрепляется на баллоне.
Рис. 3.24. Механизм автоматической подачи
сварочной проволоки
Подогреватель предназначен для подогрева защитного
газа, поступающего в редуктор, в целях предупреждения замерзания каналов
регулятора в месте перепада давления газа.
Контрольные приборы: для определения напряжения на выходных зажимах
источника питания установлен вольтметр, для контроля силы сварочного
тока от источника питания - амперметр.