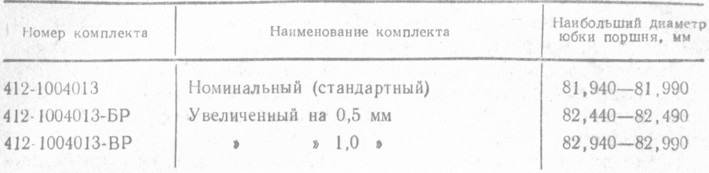
Замена поршней. Для ремонта двигателей выпускаются поршни
номинального и двух ремонтных размеров (табл. 5).
Таблица 5 Размеры поршней
Поршни номинального размера при изготовлении сортируют на пять
групп, отличающихся друг от друга на 0,01 мм. На днище поршня
выбивается буквенное обозначение размерной группы, которому
соответствуют следующие наибольшие диаметры юбки поршня в мм:
А ..81,981-81,990
Б ..81,971-81,980
С ..81,961-81,970
Д ..81,951-81,960
Е ..81,941-81,950
На днищах поршней ремонтного размера выбивается наибольший диаметр
юбки поршня, округленный до 0,01 мм (от 82,44 до 82,49 и от 82,94 до
82,99).
Поршни заменяют главным образом из-за износа канавок под кольца и
отверстий в бобышках под поршневой палец и реже вследствие износа
юбки поршня.
Для разборки поршня с шатуном надо вынуть из канавок бобышек поршня
проволочные стопорные кольца, нагреть поршень в горячей воде и
выпрессовать поршневой палец из поршня и верхней головки шатуна
ударами молотка через оправку из мягкого металла.
Сборку поршня с шатуном осуществляют таким же методом.
При значительном износе поршневой палец выпрессовывают из бобышек
поршня без нагрева.
Если при ремонте двигателя поставлены новые гильзы цилиндров, то в
них устанавливают новые поршни номинального или соответствующего
ремонтного размера. При этом между юбкой поршня (в плоскости,
перпендикулярной оси поршневого пальца, где диаметр юбки имеет
наибольшую величину) и цилиндром должен быть зазор в пределах
0,05-0,07 мм, обеспечиваемый соответствующим подбором поршней к
цилиндрам.
Замена поршней в изношенных цилиндрах целесообразна в тех случаях,
когда цилиндры имеют небольшие износы и зазор между поршнем и
цилиндром в наименее изношенной нижней части цилиндра превышает 0,1
мм.
Как правило, в цилиндры без их ремонта устанавливают новые поршни
того же размера (номинального или соответствующего ремонтного), к
которому принадлежали старые поршни, с подбором более <полных>
поршней, так как в пределах одного и того же номинального или
ремонтного размера имеется несколько групп поршней, отличающихся
друг от друга по наибольшему диаметру юбки.
Для подбора поршней надо сначала замерить диаметр цилиндров
двигателя, затем определить по приведенным размерам диаметров
поршней, какие поршни надо поставить в эти цилиндры. При этом должен
быть обеспечен зазор между юбкой поршня (в направлении ее
наибольшего диаметра) и стенкой цилиндра в его нижней, 'наименее
изношенной части (в том же направлении) не менее 0,02 мм.
После подбора поршней к цилиндрам на днище каждого поршня помечают
номер цилиндра, в который он должен устанавливаться.
Наряду с подбором поршней по наибольшему диаметру юбки их подбирают
между собой и по массе, после чего разница между ними в массе не
должна превышать 2-3 г.
Поршни номинального размера по массе сортируют на восемь групп и
клеймят на днище цифры от 1 до 8. У ремонтных поршней на днище
наносится краской их масса в граммах. Масса номинального поршня
колеблется от 418 до 434 г.
В качестве запасных частей выпускаются поршни с подобранными
поршневыми пальцами, поршневыми и стопорными кольцами. Если поршни
не укомплектованы пальцами, то пальцы нужно подобрать так, чтобы они
имели надлежащую посадку в отверстиях бобышек поршней и втулках
верхних головок шатунов.
В бобышках поршня палец должен устанавливаться в пределах: от натяга
0,0025 мм до зазора такой же величины.
Для подбора по размерам поршни и пальцы на заводе сортируют на
четыре группы и помечают (в порядке уменьшения диаметров) розовой,
коричневой, зеленой или голубой краской, наносимой на одной из
бобышек поршня и на внутренней или торцовой поверхности поршневого
пальца. Во втулку головки шатуна поршневой палец должен входить с
зазором 0,0045-0,0095 мм; смазанный маслом палец должен входить во
втулку при нажатии на него рукой и не должен иметь во втулке
ощутимой качки. Шатуны и пальцы могут быть подобраны из смежных
размерных групп.
Если при ремонте двигателя заменяется один или несколько шатунов, то
их в сборе с крышками и втулками подгоняют по общей массе шатуна и
тем частям общей массы, которые приходятся на верхнюю и нижнюю
головки шатуна, снимая металл с бобышек головок, Определяя массу
верхней и нижней головок, шатун разметают горизонтально, укладывая
его головками на площадки (чашки) двух стоящих рядом весов и
одновременно взвешивают обе головки шатуна. По общей массе шатуны
разбиты при изготовлении на семь весовых групп и помечены белой,
черной, зеленой или красной краской (одной или двумя полосами) на
приливе крышки.
В двигатель устанавливают шатуны одной группы, имеющие разницу в
массе не более 8 г.
На нижней головке шатуна и ее крышке выбивают порядковый номер
цилиндра.
Болты и гайки крышек шатунов изготовлены из легированной стали
(случайные болты использовать нельзя); гайки шатунных болтов не
требуют шплинтовки. Поршни и шатуны нужно собирать и устанавливать в
цилиндры так, чтобы стрелка, выбитая на днище поршня, и выступы на
теле шатуна и его крышке были обращены к передней части двигателя.
После ремонта двигателя, при котором заменялись детали
кривошипно-шатунного механизма, необходима обкатка двигателя (см.
гл. 1).