поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Производим обмен текстовыми ссылками
Статистика
Проверка технического состояния коленчатого вала
и ремонт
Перед проверкой деталей их следует очистить. Для
тщательной очистки каналов системы смазки необходимо удалить заглушки,
затем прогнать гнезда заглушек зенкером А.94016/10, надетым на оправку
А.94016. Тщательно промыть каналы бензином и продуть сжатым воздухом.
Окончив эти операции, запрессовать новые заглушки, пользуясь оправкой
А.86010 (см. рис. 18), и зачеканить в нескольких точках керном.
Коленчатый вал не должен иметь трещин как на коренных и шатунных шейках,
так и на щеках; если они обнаружены, то нужно заменить вал, чтобы не
произошло поломок во время эксплуатации. Незначительные задиры на шейках
можно зачистить бруском карборунда мелкой зернистости. Если риски очень
глубокие или шейки, измеренные микрометром, имеют овальность более 0,05
мм, произвести шлифование шеек с учетом монтажного зазора и увеличенных
ремонтных размеров вкладышей, поставляемых для замены.
Шлифование коренных и шатунных шеек (рис. 33) должно производиться так,
чтобы получить в зависимости от степени износа диаметры, соответствующие
значениям, приведенным ранее, и радиусы галтелей шеек, указанные на рис.
32.
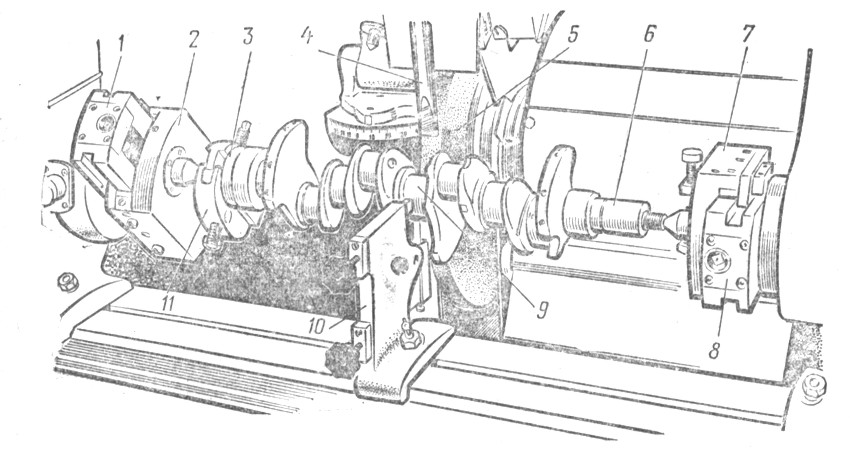
Рис. 33. Шлифование шеек коренных подшипников
коленчатого вала на шлифовальном станке: 1 и 8 - салазки; 2 и 7 -
головки; 3 - фланец А.60306/1; 4 - трубка для подвода охлаждающей
жидкости; 5 - шлифовальный круг; 6 - втулка А.60306/2; 9 - шейка; 10 -
опора шейки; II - поводок
Для установки коленчатого вала на шлифовальном станке
к фланцу коленчатого вала следует прикрепить фланец 3 (рис. 33), имеющий
отверстие для центрирования. На фланец надевают поводок 11. Если поводок
необходимо закрепить на другом конце коленчатого вала, то предварительно
на этот конец коленчатого вала следует надеть защитную втулку 6.
После шлифования и последующей доводки шеек необходимо тщательно промыть
коленчатый вал для удаления остатков абразива, а каналы для смазки
несколько раз промыть бензином под давлением.
Кроме указанных работ, следует проверить биения и несоосности шеек
коленчатого вала; при этом необходимо установить концы коленчатого вала
на две призмы и проверить индикатором:
биение коренных шеек. Максимально допустимое отклонение 0,03 мм общих
показаний индикатора;
биение посадочных поверхностей под звездочку и под подшипник ведущего
вала коробки передач. Максимально допустимое отклонение 0,04 мм общих
показаний индикатора;
отклонение осей шатунных шеек по отношению к коренным шейкам.
Максимально допустимое отклонение +0,35 мм (см. рис. 32);
овальность коренных и шатунных шеек. Максимально допустимое отклонение
после шлифования 0,007 мм;
конусность коренных и шатунных шеек. Максимально допустимое отклонение
после шлифования 0,007 мм;
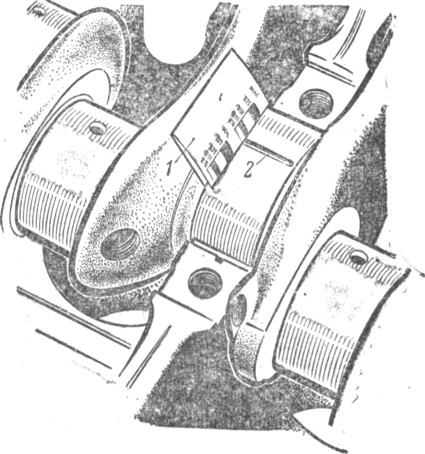
Рис. 34. Проверка зазора между вкладышами и
коренными шейками коленчатого вала при помощи калиброванной проволоки
неперпендикулярность по отношению к оси коленчатого
вала опорной плоскости маховика. При проворачивании коленчатого вала
индикатор, установленный сбоку на расстоянии примерно 34 мм от оси
коленчатого вала, не должен показывать биения более 0,025 мм.
Обнаруженные отклонения могут быть исправлены на гидравлическом прессе.
Коренные подшипники. При наличии рисок, задиров, отслоения или
повышенного износа следует заменить вкладыши.
На вкладышах не должно проводиться никаких подгоночных операций. Если
при проверке вкладышей окажется возможным их дальнейшее использование,
проверить зазор между ними и шейками коленчатого вала, для чего:
расположить отрезок калиброванной пластмассовой проволоки 2 на
проверяемой шейке (рис.34); установить крышки в комплекте с коренными
вкладышами; затянуть крепежные болты крышек (момент затяжки 8,2 кгс-м);
снять крышки и по шкале упаковки 1 определить величину сплющивания
калиброванной проволоки и прочесть величину зазора. Номинальный
монтажный зазор между вкладышами коренных подшипников и шейками
коленчатого вала 0,050-0,095 мм.
В том случае, если зазор превышает максимально допустимый, равный 0,15
мм, заменить вкладыши другими, с увеличенной толщиной после шлифования
шеек.
Признаком правильности сборки и сопряжения шеек с соответствующими
вкладышами является свободное вращение коленчатого вала.
Сальники. Два самоподжимных сальника обеспечивают герметичность на обоих
концах коленчатого вала.
Тщательно проверить сальники: проверить прочность посадки в гнездах и
плотное прилегание их к поверхности вала, при непригодности заменить.
При установке смазать сальники маслом для двигателя.
На поверхностях, сопрягаемых с сальниками, не допускаются Царапины,
забоины и риски. Шероховатость этих поверхностей Должна быть не более
0,63 мкм. При ремонте двигателя рекомендуется заменять оба сальника
коленчатого вала.
Подшипник ведущего вала коробки передач. В заднем торце коленчатого вала
расточено гнездо для установки шарикового подшипника ведущего вала
коробки передач.
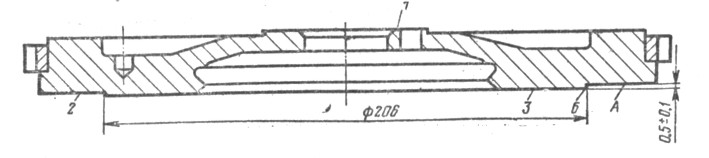
Рис. 35. Маховик
Рис. 36. Проверка осевого зазора коленчатого вала
При наличии шума или неплавности вращения подшипника необходимо заменить
его, пользуясь выталкивателем А.40006/1 с цанговым наконечником
А.40006/3. Для выполнения этой операции следует снять маховик, так как
он центрируется на подшипнике.
Маховик. Проверить состояние зубьев зубчатого венца; в случае явных
повреждений заменить маховик.
Поверхности маховика, сопрягаемые с коленчатым валом и с ведомым диском
сцепления, должны иметь шероховатость не более 2,5 мкм и быть совершенно
плоскими.
Если на рабочей поверхности 3 (рис. 35) маховика под ведомый диск
сцепления имеются царапины, проточить эту поверхность, снимая слой
металла толщиной не более 0,5 мм. Затем проточить поверхность 3,
выдержав размер 0,5 +0,1 мм и обеспечив параллельность поверхностей 2 и
3 относительно поверхности 1. Допускаемая непараллельность - не более
0,1 мм.
Установить маховик на оправку, центрируя его по посадочному отверстию с
упором на поверхность /, проверить биение опорной плоскости 3 ведомого
диска сцепления и плоскости 2 крепления сцепления. В точках А и В
индикатор не должен показывать биений, превышающих 0,1 мм.
Проверка осевого зазора коленчатого вала выполняется замером зазора
между упорными полукольцами, установленными в блоке цилиндров по обе
стороны заднего коренного подшипника, и упорными поверхностями
коленчатого вала. Для проверки зазора следует установить индикатор и
вставить концы двух отверток как показано на рис. 36.
Переместить вал отвертками и проверить по индикатору осевой зазор,
который должен быть в пределах 0,055-0,265 мм.
Если зазор превышает предельно допустимый 0,35 мм, заменить упорные
полукольца другими, увеличенными на 0,127 мм.
Упорные полукольца следует устанавливать так, чтобы выемки, находящиеся
на одной стороне, были обращены к упорным поверхностям коленчатого вала.