поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Производим обмен текстовыми ссылками
Статистика
Проверка технического состояния поршневой системы
ВАЗ и ремонт
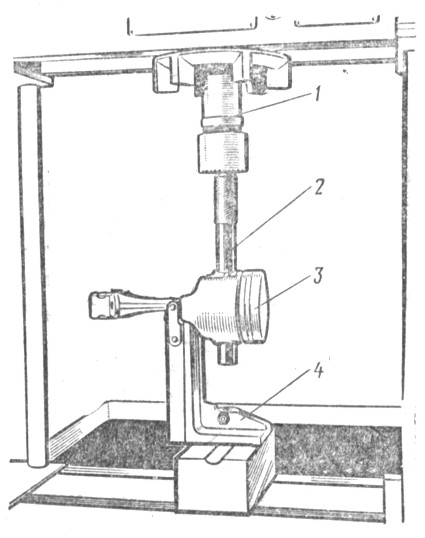
Для проверки поршня, поршневого пальца и шатуна их
следует разобрать, для чего выпрессовать палец под прессом, используя
опору A.956I5/1 (рис. 22) и оправку А.60308 (рис. 23).
Примечание. Демонтированные детали, если они имеют малый износ и не
имеют повреждений, могут -быть использованы снова. Поэтому при разборке
необходимо помечать детали по группам, чтобы обеспечить сборку группы с
теми же деталями.
Удалить нагар, образовавшийся на днище поршня и в канавках поршневых
колец (при выполнении этой операции пользоваться скребком с загнутым
концом), и все отложения из смазочных каналов внутри поршня и шатуна, а
также очистить поршневые кольца мелкозернистой шлифовальной шкуркой.
После очистки тщательно проверить, нет ли на дета-пЯХ каких-либо
повреждений. Трещины любого характера и расположения (на поршне,
поршневых кольцах, пальце, шатуне и крышке) недопустимы и требуют замены
деталей.
Если на вкладышах имеются глубокие риски или они имеют чрезмерный износ,
то эти вкладыши заменяют новыми.
После визуального осмотра деталей при сборке проверяют зазоры
сопряжений.
Монтажный зазор между поршнем и цилиндром (см. рис. 19) должен
соответствовать данным, приведенным в табл. 2.
Зазор между поршневым пальцем и отверстием в бобышке поршня должен быть
в пределах 0,^08-0,016 мм; предельно допустимый - 0,05.
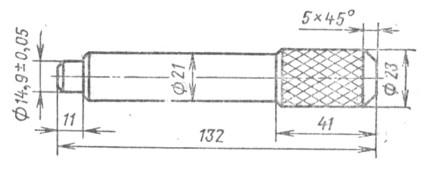
Рис. 23. Оправка А.60308 для выпрессовки
поршневого пальца
Контроль сопряжения поршневого пальца и поршня
"проводить, вставляя отобранный поршневой палец, предварительно
смазанный маслом для двигателя, в отверстие бобышки поршня. Для
правильного сопряжения необходимо, чтобы поршневой палец входил в
отверстие от простого нажатия большого пальца руки и не выпадал из
бобышки, если держать поршень с поршневым пальцем в вертикальном
положении.
Если палец выпадает из бобышки, то его необходимо заменить пальцем
следующей категории. Если в поршне был палец третьей категории, то в
этом случае заменить поршень с пальцем.
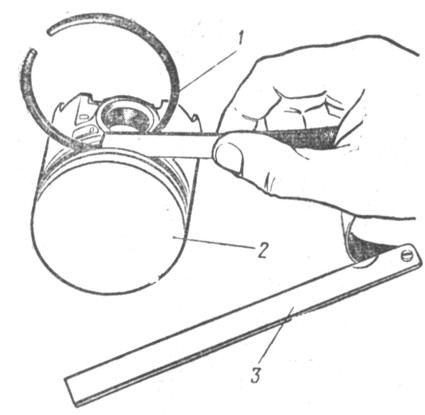
Зазор по высоте между канавками и кольцами (рис. 24) проверяют набором
шупов, устанавливая кольцо в соответствующую канавку. Монтажный зазор
для первого компрессионного кольца должен составлять 0,045-0,077, для
второго скребкового - 0,025-0,057 и для третьего маслосъемного-
0,020-0,052 мм. Предельно допустимый зазор при износе - °Л5 мм.
Для правильной работы и долговечности двигателя необходимо Одерживать
монтажные зазоры по высоте между канавками поршня и кольцами в ранее
указанных пределах. Отсутствие зазора между кольцами и канавками
вызывает прорыв газов, повышенный расход масла и быстрый износ колец и
зеркала цилиндров. Увеличенный зазор вызывает увеличение бокового износа
и, следовательно, зазора по высоте, что может быть причиной поломки
колец из-за вибрации.
Рис. 24. Проверка зазора между поршневыми
кольцами и канавками: 1 - поршневое кольцо; 2 - поршень; 3 - набор щупов
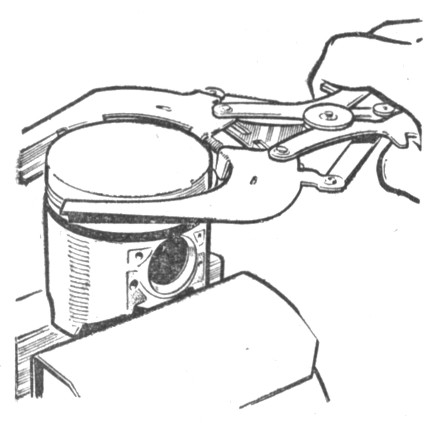
Рис. 25. Установка поршневых колец на поршень
щипцами А.60183
Перед сборкой поршневых колец с поршнем проверить
зазор в замке колец, вставляя их в калибр, имеющий диаметр отверстия,
равный номинальному диаметру кольца с допуском +0,003 мм. Для проверки
колец нормального размера можно использовать калибр А96,137 (см. рис.
20). Зазор в замке колец, замеренный с помощью набора щупов, должен быть
равен 0,25- 0,40 мм. Если зазор недостаточный, запилить стыковые
поверхности, если же зазор повышенный - заменить кольца.
Для облегчения установки поршневых колец на поршень следует пользоваться
щипцами А.60183 (рис. 25).
При установке поршневых колец их замки необходимо располагать через
120°, а нижнее компрессионное кольцо следует устанавливать так, чтобы
.выточка на его наружной поверхности была обращена вниз.
Маслосъемное кольцо необходимо устанавливать фасками вверх.
Зазор между вкладышем и шейкой коленчатого вала можно проверить при
помощи калиброванной пластмассовой проволоки. Для этого следует
тщательно очистить детали и установить группу шатун - поршень на шейке
коленчатого вала согласно их нумерации; поместить отрезок калиброванной
проволоки на поверхность шатунной шейки; установить крышки на шатуны и
затянуть гайки (момент затяжки 5,2 кгс-м); снять крышки и определить
величину зазора между вкладышем и шейкой коленчатого вала, сравнивая
размер сплющенной калиброванной проволоки со шкалой на упаковке (рис.
26). Если зазор окажется в пределах попуска 0,036-0,086 мм или же л
пределе износа 0,10 мм, можно установить эти вкладыши, не изменяя
диаметр шатунных шеек. Если же зазор выше предельно допустимого, то
необходимо заменить вкладыши другими, ремонтными, и перешлифовать
шатунные шейки согласно данным на ремонтные размеры коленчатого вала.
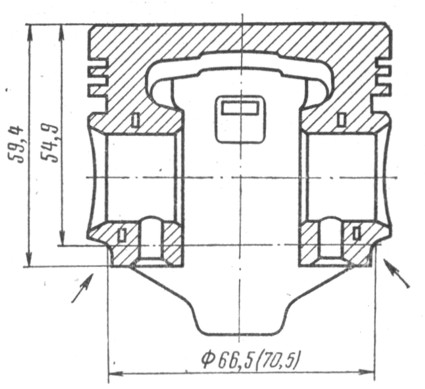
Кроме описанных работ, необходимо подобрать поршни по массе: максимально
допустимое отклонение +2,5 г (для двигателей всех моделей). В том
случае, если нет комплекта поршней одной группы по массе, можно
прибегнуть к удалению металла на основании бобышек под поршневой палец
(указано стрелками на рис. 27). Съем металла, однако, не должен
превышать 4,5 мм по глубине относительно номинальной высоты поршня (59,4
мм), а по ширине ограничивается диаметром 66,5 мм (для двигателя модели
21011-70,5 мм).
Рис. 26. Измерение зазора с помощью шкалы и
проволоки после ее сплющивания: 1 - калиброванная проволока; 2 -
вкладыш; 3 - крышка шатунного подшипника; 4 - шкала для калиброванной
проволоки
Рис. 27. Схема удаления металла с поршня для
подгонки его массы (в скобках указан диаметр для поршня двигателя модели
21011)