поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Производим обмен текстовыми ссылками
Статистика
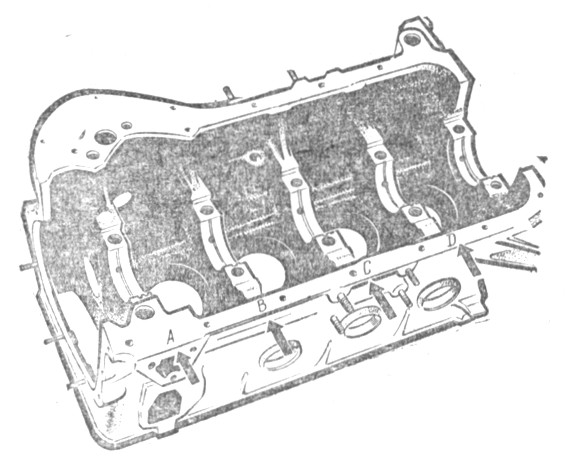
Блок цилиндров, проверка технического состояния блока цилиндров и ремонт
Блок цилиндров (рис. 17) отлит из специального
низколегированного чугуна. Для повышения жесткости нижняя плоскость
блока опущена на 50 мм ниже оси коленчатого вала.
Высота блока цилиндров двигателя модели 2103 увеличена' на 8,8 мм по
сравнению с блоком цилиндров двигателя модели 2101.
У некоторых блоков в верхней части 'цилиндров запрессованы короткие
сухие гильзы. При ремонте гаких блоков гильзы не вы-прессовываются и не
заменяются. Цилиндры с гильзами растачиваются и хонингуются так же, как
и обычные.
Цилиндры блока по диаметру через 0,01 мм разбиты на пять классов: А, В,
С, D, Е. Класс цилиндра помечен на нижней плоскости блока.
В нижней части блока расположены пять опор коренных подшипников с
тонкостенными сталеалюминиевыми вкладышами. Крышки подшипников крепятся
к блоку самоконтрящимися болтами. Отверстия под коренные подшипники
обрабатываются в сборе с крышками, поэтому крышки подшипников
невзаимозаменяемы и для различия имеют на наружной поверхности риски
(см. рис. 112). Счет опор подшипников и соответствующих им крышек
ведется от переднего торца блока цилиндров.
В задней опоре имеются гнезда для установки упорных полуколец.
Рис. 17. Блок цилиндров (вид снизу)
Проверка технического состояния и ремонт
Перед проверкой блок цилиндров необходимо промыть,
погрузив его на 20 мин в ванну, содержащую содовый раствор, подогретый
до температуры 80-85° С. Затем струей того же раствора поддавлением
промыть блок цилиндров, чтобы устранить засорения во внутренних каналах.
Тщательно продуть и просушить сжатым воздухом весь блок цилиндров и в
особенности систему масляных каналов.
Для качественной очистки рубашки охлаждения и масляных каналов при
капитальном ремонте блока цилиндров необходимо вынуть и затем вновь
установить заглушки.
Рис. 18. Оправки для запрессовки заглушек блока
цилиндров и масляных каналов коленчатого и распределительного валов
Колпачковые заглушки на боковых сторонах блока
цилиндров следует устанавливать оправкой А.86040 (рис. 18), а заглушки
на верхней плоскости - оправкой А.86025. Заглушки масляных каналов
зачеканить в трех точках.
Осмотреть блок цилиндров. Если в опорах или в других местах блока
цилиндров имеются трещины, проходящие через масляные каналы, то блок
цилиндров подлежит замене.
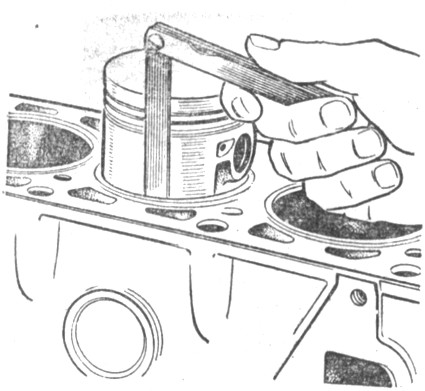
После очистки блока проверить зеркало цилиндров. Если обнаружатся
незначительные риски, достаточно подшлифовать их мелкозернистой
шлифовальной шкуркой, намотанной на хонинговальную головку. После этой
операции проверить, не превышает ли зазор между цилиндром и поршнем 0,15
мм. Этот зазор проверяют в плоскости, перпендикулярной к оси пальца на
расстоянии 52,40 мм от днища поршня (рис. 19).
Затем следует проверить диаметр цилиндра по трем поясам - в верхнем,
среднем и нижнем. В каждом поясе делают два замера: один в продольном,
другой в поперечном направлении двигателя. Нутромер необходимо
устанавливать на нуль по калибру А.96137 (рис. 20). При этом, если
овальность или износ меньше 0,15 мм. Достаточно отхонинговать цилиндры,
а если превышает 0,15 мм, необходима расточка. Максимальная расточка не
должна превышать 0,6 мм относительно номинального диаметра для
двигателей Моделей 2101 и 2103 и 1,0 мм для двигателя модели 21011.
Ласточку и хонингование следует проводить под увеличенный Диаметр
поршней с ремонтными размерами (на 0,2-0,4-0,6 мм для двигателей модели
2101 и 2103 и на 0,4-0,7-1,0 мм для двигателя модели 21011) и с учетом
зазора между поршнем и цилиндром.
Рис. 19. Проверка зазора между поршнем и
цилиндром
Монтажный зазор между поршнем и цилиндром,
замеренный в плоскости, перпендикулярной к пальцу, на расстоянии 52,40
мм от днища поршня должен быть равен 0,050-0,070 мм, для двигателей
моделей 2101 и 2103 и 0,060-0,080 мм для двигателя модели 21011, а
предельно допустимый - 0,15 мм. Хонингование выполнять сначала набором
среднезернистых абразивных брусков, затем - мелкозернистых. Для
достижения наилучшей чистоты рабочую поверхность цилиндра доводят
мелкозернистой шлифовальной шкуркой, намотанной на хонинговальную
головку.
Плоскость разъема блока с головкой цилиндров проверяют на поверочной
плите, смазанной сажей. Если при этом обнаружено повреждение поверхности
(коробление, деформации), ее следует прошлифовать на плоскошлифовальном
станке с тем расчетом, чтобы снимать как можно меньше металла. Плоскость
разъема блока с головкой цилиндров можно проверить при помощи линейки и
щупов. Линейку устанавливают по диагоналям плоскости блока цилиндров, а
также в середине в продольном направлении. Неплоскостность не должна
быть более 0,1 мм.