Под собирательным понятием <пластмасса> различают дюро- и
термопластмассы. Дюропластмассы представляют собой синтетические
смолы, усиленные (или армированные) стекловолокном. Термопластмассы
получили распространение в серийном производстве маленьких лодок.
Для постройки яхт применяют преимущественно ненасыщенные полиэфирные
смолы (ИР-смолы), а иногда эпоксидные смолы (ЕР-смолы). Те и другие
представляют собой термореактивные пластмассы, которые при комнатной
температуре в сочетании с реактивными средствами (отвердителями)
переходят в твердое состояние и даже под действием тепла не могут
вновь принять жидкое состояние. При температуре 80°С отверждение
происходит без ускорителя; для отверждения при комнатной температуре
к полиэфирной смоле надо добавить кроме отвердителя еще и
ускоритель.
Отдельные качества эпоксидных смол превосходят свойства полиэфирных,
однако более высокая цена и сложная обработка эпоксидных смол не
оправдывают их применения для постройки яхт.
Полиэфирные смолы можно изготовить так, что они будут удовлетворять
самым различным требованиям. Изготовитель смол может влиять на такие
их свойства, как реакционность при отверждении, устойчивость формы к
нагреву, прочность на разрыв и прочность на изгиб, текучесть при
ударе, эластичность, термостойкость, тиксотропность и др. Для
постройки яхт применяют стандартные смолы со следующими минимальными
показателями (данные для неармированной смолы): прочность на разрыв
50 Н/мм2; прочность на изгиб 80 Н/мм2; модуль нормальной упругости
при изгибе Е = 3500 Н/мм2; относительное удлинение при разрыве 6 =
2,0%; средняя плотность 1,15 г/см3. В последнее время для постройки
яхт рекомендуют полиэфирные смолы на основе изофталовой кислоты. Они
отличаются повышенной механической прочностью и лучшей устойчивостью
к кислым, нейтральным и щелочным растворам, а также к теплу.
Рекомендуют использовать, особенно для наружных покрытий корпуса,
изофталополистиреновую смолу. Для всех слоев применять эту дорогую
смолу нецелесообразно.
Трудновозгораемые и самозатухающие смолы получают путем введения
химических добавок или примесей. Эти примеси и добавки, как правило,
снижают прочность исходной смолы.
Поэтому смолы этого типа применяют только для особых целей,
например, для спасательных шлюпок танкеров или облицовки моторных
отсеков.
Для наружного декоративного слоя используют текучие полиэфирные
смолы. Их применяют также в качестве защитного слоя для покрытия
внутренних поверхностей обшивки. Появление тонких трещин на
поверхности корпусов в первые годы постройки пластмассовых яхт часто
объяснялось применением слишком хрупких смол для наружного слоя.
Смолы должны обладать тиксотропностью (вязкостью), чтобы при
обработке вертикальных наружных поверхностей можно было наносить
смолу равномерным слоем одинаковой толщины. Смола для декоративного
слоя должна хорошо смешиваться с красящим веществом - пигментом и
обладать светостойкостью при эксплуатации. Окрашенную смолу наносят
также как заключительное покрытие на внутреннюю поверхность обшивки,
когда завершается ее формование.
Эпоксидные смолы имеют более высокую прочность, лучшую устойчивость
и меньшую усадку, чем полиэфирные смолы. Так как цена эпоксидной
смолы примерно в три раза выше цены полиэфирной, ее применение до
сих пор ограничено только немногими областями. Она, например,
используется для постройки некоторых классов гоночных швертботов,
где важна высокая точность размеров и малая масса судна. Другая
область применения - это изготовление форм, матриц для формования
корпусов, когда важны малая усадка и хорошие адгезионные свойства.
В затвердевшем состоянии эпоксидные смолы имеют следующие
характеристики: прочность на разрыв 70 Н/мм2; прочность на изгиб 120
Н/мм2; модуль нормальной упругости Е - 2000 Н/мм2; относительное
удлинение при разрыве 6=3%; средняя плотность 1,80 г/см3. Этим
преимуществам, однако, противостоят немалые технологические
трудности по использованию эпоксидных смол. Время их отверждения
зависит от температуры и количества примесей в большей степени, чем
полиэфирных смол. Более высокая вязкость является причиной большей
продолжительности пропитывания стеклонаполнителя. Пропорции
составляющих связующее компонентов, указанные изготовителем смолы,
надо выдерживать очень точно. При переработке эпоксидных смол
большое значение имеет организация вентиляции для удаления ядовитых
выделений. У людей, работающих с эпоксидными смолами, наблюдаются
явления аллергии. В связи с этим обработку эпоксидных смол можно
проводить только в мастерских, условия в которых строго
контролируются, и поручать специалистам, имеющим достаточный опыт
обращения с этим материалом.
Для отверждения полиэфирных смол необходим отвердитель
(катализатор), способствующий полимеризации смолы и процессе реакции
между ненасыщенной полиэфирной молекуло и мономерным смачивающим
средством. Кроме отвердителя для начала полимеризации требуется или
нагрев до высоких температур (80-100°С), или использование
ускорителей В случае холодной полимеризации при температуре 15-25°С
(обычной при постройке яхт) начало процесса возможно только при
добавлении ускорителя. Реакция идет автоматически с вы делением
тепла и не может быть прервана. Смола сначала желатинизируется и
затем превращается в твердое вещество. При отверждении смола
получает усадку на 5-8%. Усадка; может быть уменьшена путем
армирования стекловолокном и еще больше снижена применением
наполнителя. В качестве' отвердителей применяют органические
перекиси, в качестве ускорителя в зависимости от вида перекиси -
определенные' соединения тяжелых металлов. При постройке яхт, как
правило, применяют перекиси кетона в сочетании с кобальтовыми
ускорителями. Для отверждения при температуре 15°С используй ют
перекись бензола с аминовым ускорителем.
При хранении и обработке отвердителей и ускорителей надо] строго
соблюдать инструкции заводов-поставщиков. Все органические перекиси
содержат кислород, необходимый для их горения, уже в связанной форме
и, следовательно, являются легко воспламеняющимися веществами.
Необходимо учитывать разъедающее действие многочисленных
органических перекисей на кожу человека и слизистые оболочки. При
попадании в глаза многие из них могут вызвать тяжелые повреждения
глаз.
Добавлением соответствующих замедлителей (ингибиторов) можно
продлить время желатинизации и тем самым увеличить время достижения
конечной формы при полном отверждении. При определении долей
отвердителя, ускорителя и замедлителя в связующем надо учитывать ряд
факторов: типы смол, способы изготовления конструкции, вид и размер
деталей, толщину деталей, а также желаемое время обработки и время
отверждения.
Другими добавками для полиэфирных смол являются наполнители: тальк,
мел и другие порошкообразные вещества. Введением в смолу этих
веществ можно значительно снизить ее усадку. Эти примеси применяют
также при изготовлении шпаклевки. Тиксотропные добавки (аэрозоль или
другие чистые продукты кремниевой кислоты) препятствуют стеканию
смолы с вертикальных или наклонных поверхностей.
Необходимая прочность стеклопластика достигается добавлением в смолу
армирующих материалов. Процесс введения этих материалов называют
ламинированием, а конечный продукт- ламинатом. Стекловолокно -
наиболее употребляемый армирующий материал. Силикатное стекло,
служащее основой для такого волокна, содержит кроме окиси кремния и
окиси бора в большом количестве окись алюминия и кальция. При
постройке яхт применяют только бесщелочное стекло, содержание окиси
щелочного металла в котором не превышает ! %\ Стекловолокно
изготовляют с определенным диаметром отдельных волокон и практически
неограниченной их длиной методом протягивания через фильтры. При
этом получают первичные основные нити, которые служат исходным
материалом для изготовления всех изделий из стекловолокон. Эти нити
имеют диаметр 10-40 мкм. Для обеспечения адгезии между
стекловолокном и смолой на нити наносят специальный состав - шлихту.
> Доля массы стекловолокна во всем ламинате составляет около 30% для
чистых ламинатов из матов и 55% для чистых ламинатов из стеклоткани.
В среднем в конструкциях стекло-пластиковых яхт достаточно 40% доли
стекла.
Ровницы состоят из пучков стеклянных нитей, уложенных параллельно.
Ровница (стекложгут) является исходным продуктом для изготовления
стеклорогожи и стекловолокнистых матов. В чистом виде ровница может
использоваться при постройке яхт методом напыления волокна, а также
для формования местных усилений обшивки.
Стекловолокнистые маты имеют нетканую плоскую структуру из
нарезанных беспорядочно лежащих нитей, склеенных вместе с помощью
связывающего вещества (рис. 119 и 120). Стекломаты выпускаются
различной ширины и массы с различными связывающими веществами (чаще
всего в виде порошка). Для поверхностей с большой кривизной
применяют более эластичные маты, связанные эмульсией. Для первого
слоя подводной части яхты нельзя использовать маты, связанные
эмульсией, так как они легче впитывают и фильтруют воду, чем
связанные порошком. Ламинат с эмульсионно связанными матами не
достигает прочности, равноценной с прочностью матов, связанных
порошком.
Стеклоткань и стеклорогожу применяют при постройке яхт и
сочетании со стекловолокнистыми матами. Стеклоткань предпочитают
использовать чаще всего для наружного слоя и для небольших лодок
(рис. 121). Ламинаты из них имеют самую высокую прочность при низком
содержании смолы. Для более крупных лодок и яхт применяют
стеклорогожу, чередуя ее со стекловолокнистыми матами.
Стеклоткань ткут из сученых или слабокрученых нитей. При постройке
яхт используют только ткань из слабокрученых нитей поверхностной
плотностью до 300 г/м2. В местах самой большой нагрузки применяют
чистые ламинаты из стеклоткани в сочетании с эпоксидными смолами,
так как при укладывании отдельных слоев из стеклоткани один на
другой возникает скольжение и ухудшается их вентиляция. Вследствие
этого расходы на обработку относительно велики.
Стеклорогожа-жгутовая стеклоткань поверхностной плотностью, как
правило, более 400 г/м2 изготавливается с основой из ровниц (рис.
122). При постройке яхт преимущественное применение получила
стеклорогожа с одинаковой прочностью по основе и утку. Для местных
усилений деталей, находящихся под высокой нагрузкой, или для
профилеобразных шпангоутов и стрингеров рекомендуются тканые связи
из ровниц или ткани с высокой прочностью только в направлении
основы. Используют также пакеты из простеганных вместе ткани и мата.
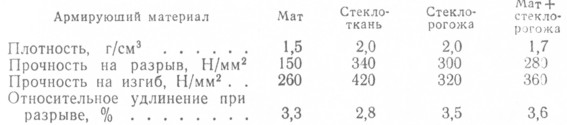
Ниже приведены значения прочности отдельных ламинатов. Они относятся
к затвердевшему ламинату со стандартной смолой.
Кроме стекловолокна есть и другие армирующие материалы, которые,
однако, при постройке яхт до сих пор не нашли широкого применения.
Например, волокна углерода обладают еще более высокой прочностью,
чем стекловолокно, и их целесообразно использовать для деталей,
находящихся под высоко! нагрузкой, но из-за высокой цены постройки
крупных яхт применение углепластика считается неэкономичным.
Для придания огнестойкости в наружные слои пластика иногда добавляют
асбестовое волокно или асбестовые маты Но эти слои надо считать
только дополнительными, так как они не способствуют получению
необходимой прочности.
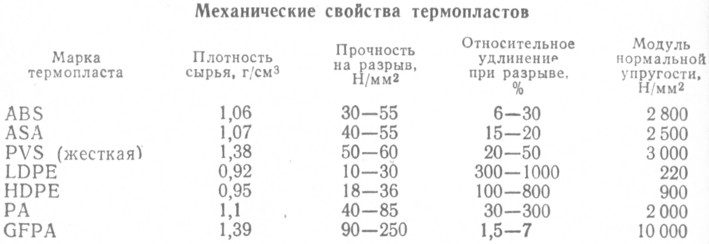
Неармированные пластмассы - термопласты для постройки : яхт -
применяют редко, за исключением тузиков и небольших швертботов, так
как прочность большинства термопластов значительно ниже прочности
стеклопластика.
Методы изготовления изделий из термопласта известны давно из
приборостроения, но только благодаря созданию специальных машин
стало возможным изготовлять изделия таких размеров, как корпуса
лодок. (
При использовании метода вращающейся плавки многослойную форму
покрывают соответствующим количеством порошка пластмассы, затем
крепят шурупами и приводят во вращение. Форму нагревают и порошок
доводят до плавления. После охлаждения формы можно снять готовую
оболочку лодки.
При вакуумном методе заготовленные листы термопласта нужных размеров
укладывают в форму и уплотняют по кромкам. Отсасывая находящийся
внутри воздух и подводя тепло, получают корпус лодки, обжатый по
поверхности формы.
Расходы на изготовление формы для термопластовых лодок
значительно выше, чем для формования корпусов из стеклопластика.
Высокая стоимость этих форм является также причиной того, что до сих
пор изготовляют лодки небольших размеров. Но если строить лодки из
термопластов в больших количествах, то расходы на изготовление формы
распределяются на число судов, и поэтому их цена оказывается
значительно ниже, чем цена лодок таких же размеров из стекловолокна,
изготовленных контактным методом.
Постройку яхт из стеклопластика осуществляют различными методами.
Метод ручного (контактного) формования - наиболее известный и широко
применяемый. Этим способом можно изготовлять Детали (сплошные и
комбинированные с использованием пенопласта, небольшие и
крупногабаритные) с приемлемыми затратами на постройку формы -
матрицы или пуансона. Недостатком контактного метода является более
высокое содержание смолы в ламинате, так как ее можно наносить
только с одной стороны армирующего материала и без применения
давления. Окончательный результат зависит от опыта и умения
работающих, так как слишком высокое содержание смолы или воздушные
включения (пузыри) могут снизить качество изделия. При этом методе
стекловолокнистые материалы- обычно маты и стеклоткань - укладывают
в матрицу вручную.
Метод напыления состоит в том, что рубленое стекловолокно вместе со
смолой разбрызгивают из распылителя на поверхность формы. От
работающих в этом случае требуется внимание и осторожность, так как
при различно напыленной толщине обшивки прочность корпуса
неодинаковая. Поэтому при постройке яхт метод напыления применяют в
сочетании с ручной укладкой слоев стеклоткани.
При вакуумном методе в форму вручную укладывают пропитанную смолой
стеклоткань, а сверху - резиновую пленку, которую по краям формы
плотно заделывают, чтобы не проходил воздух. При отсасывании воздуха
из пространства между формой и резиновой пленкой последняя плотно
прижимается и опрессовывает материал. При этом методе получается
равномерная толщина обшивки и отсутствуют воздушные включения.
При использовании метода давления мешком вместо резиновой пленки
укладывают резиновый мешок, который накачивают воздухом и таким
образом пакет стеклоткани прижимается к поверхности формы. Вместо
мешка можно применить контрформу - пуансон и прессовать корпус также
из заранее пропитанных связующим пакетов стекломатериала. Этим
способом пользуются при формовании большого количества изделий. Он
называется методом прессования и пригоден также для горячего
формования, при котором можно сократить технологический цикл
изготовления изделия.
В случае применения метода впрыскивания связующего также используют
две формы: матрицу и патрицу. Стекловолокнистые материалы укладывают
в форму сухими и смолу впрыскивают между обеими частями формы. Метод
применяется при формовании самого большого количества изделий.
Наилучший метод для постройки конкретной яхты или лодки выбирают
обычно экономическими расчетами. При этом! первоочередное значение
имеют размеры формы и число единиц, предполагаемых для изготовления.
Для яхты длиной 10 м : при запланированном выпуске (например, 50
шт.) выбирают способ ручного формования или его комбинацию с методом
напыления волокна.
Для изготовления яхт из пластмасс нужно применять форму с целью
придания желаемой конфигурации изделию во время отверждения. Обычно
используют негативные формы, или матрицы. Негативной форма
называется потому, что делается внутренней и должна быть точной по
обводам и с гладкой поверхностью, а изделие, изготовляемое по ней,
получается с чистой наружной поверхностью.
Для смазки форм используют
жидкий силикон.
Только для формования изделий, изготовляемых в небольших количествах
(до 5 шт.), применяют иногда позитивную форму. Детали, снятые с
позитивных форм, не имеют гладкой наружной поверхности и их
дорабатывают, т. е. шкурят, шпаклюют и окрашивают. Позитивные формы
- пуансоны нужно, однако, делать для того, чтобы снять с них
матрицы. Для постройки яхт этот метод самый употребительный, поэтому
следует остановиться на нем подробнее.
Пуансон изготовляют обычно из дерева или гипса. Размеры его должны
быть больше размеров конечного изделия - корпуса на двухразовую
усадку стеклопластика: первую - при изготовлении негативной формы и
вторую - при формовании самого корпуса. Припуск на усадку
устанавливается на основе опыта и зависит от размеров изделия,
поверхностной плотности материала и применяемой смолы. Припуск можно
давать при мерно 0,5% от поперечных размеров изделия. Поверхность
пуансона шлифуют и полируют. Эти работы, от тщательности выполнения
которых позже зависит качество поверхности изделия, требуют много
времени.
Матрицу делают обычно из стеклопластика, формуя его по пуансону.
Стремятся к тому, чтобы смолу, специально предназначенную для
постройки форм и пригодную для полировки, использовать для
поверхностных слоев. Эти слои окрашивают в черный цвет, чтобы позже
при нанесении поверхностного декоративного слоя - чаще всего
светлого тона - было легче контролировать его толщину. В качестве
стеклопластика для матриц применяют преимущественно маты и
стеклоткань. Тяжелая стеклорогожа (ровница) отличается большой
усадкой смолы, и поэтому при изготовлении матрицы ее используют
только для наружной стороны. Негативные формы больших размеров
изготовляют также трехслойной конструкции - методом <сэндвича> с
внутренним заполнителем из пенопласта. Это позволяет уменьшить
толщину стеклопластика в наружных слоях и, следовательно, уменьшить
усадку. Кроме того, трехслойная конструкция матрицы имеет то
преимущество, что можно отказаться от большого числа ребер
жесткости, подкрепляющих оболочку.
Обычно матрицы делают разъемными из двух или большего числа частей
для удобства снятия с них готового изделия. Большие формы, однако,
делят также для того, чтобы облегчить формование корпуса. Если бы
негативная форма для яхты шириной 3 м и высотой 2 м да еще с
плавниковым килем была сделана из одной части, то пришлось бы работы
по формованию производить с висячей площадки и частично даже над
головой. Уже поэтому необходимо делить большие формы.
В местах разъема формы обычно снабжают фланцами, посредством которых
их собирают вместе на болтах после того как все части корпуса
заформованы. Остается выполнить при-формовки в местах соединений
отдельных частей, чтобы получить готовую деталь. Места швов в
готовой детали, выделяющиеся после снятия с формы, зашкуривают и
полируют. Путем хорошей подгонки фланцев матрицы эти работы можно
свести до минимума.
Стоимость матрицы для формования корпуса яхты составляет примерно
90-120% стоимости постройки яхты, поэтому с ней надо обращаться
очень осторожно. Матрицы, даже если ими не пользуются, должны быть
укреплены подпорками, а их полированная поверхность защищена от
влияния погодных условий, пыли и повреждений. Сегодня для яхты
длиной 10 м стоимостью примерно 120 000 западногерманских марок
расходы на изготовление матрицы, включая пуансон, составляют около
100 000 марок. Если при этом есть отдельные формы, например для
внутренних обшивок и переборок, то стоимость оснастки может возрасти
до 150 000 марок.
В стеклопластиковых матрицах яхты изготовляют методом ручного
формования или методом напыления волокна, как для однослойной
обшивки, чаще всего применяемой, так и для обшивки трехслойной
конструкции (типа <сэндвич>), преимущественно при серийном
производстве. Если в виде исключения требуется изготовить только
одну яхту из стеклопластика, то нужно делать более дешевую форму.
Для небольших лодок в таком случае строят матрицу из стекловолокна
или даже гипса. Для больших яхт применяют даже реечный пуансон, на
который кладут плиты пенопласта, служащие заполнителем между
внутренним и наружным слоями из стеклоткани. Здесь же на, пуансоне
выклеивают наружный слой, а после снятия с реечного каркаса
ламинируют внутренние слои обшивки. Приведенный пример для
индивидуальной постройки корпуса нельзя рассматривать как общую
рекомендацию. В зависимости от размеров лодок и способа постройки
есть и другие методы изготовления специальных форм. Например, вместо
реечного каркаса иногда используют набор корпуса, состоящий из
продольных и поперечных связей.
Формы для изготовления изделий методами давления и прессования очень
дорогие. В этом случае применяют верхние и нижние формы (матрицу и
пуансон), которые, как правило, делают из металла. При использовании
метода заливки пенополиуретана, при котором возникают очень высокие
давления, надо применять хорошо укрепленные ребрами жесткости
закрывающиеся формы. Как правило, удается изготавливать яхты, имея
только две матрицы: одну для наружной обшивки и одну для палубы,
надстройки и кокпита. При проектировании формы строитель лодки
должен освободиться от традиционных представлений о постройке:
складывать кусок за куском в единое целое. Очертания и конструкция
формы должны пластично объединять в целое все отдельные детали.
Если, например, в форме сделаны выступы или углубления для дельных
вещей или других палубных деталей, то на этих местах во время
ламинирования конструкции вклеивают местные усиления и после снятия
с формы уже знают, где должны находиться дельные вещи.
В то время как на деревянном или металлическом корпусе или
надстройке сложно выполнять большие закругления, на пластмассовых
это делать легко. В последнем случае, наоборот, надо стремиться к
тому, чтобы в конструкции не было острых углов, поскольку укладка
стекловолокнистых материалов на острых углах затруднительна и именно
здесь в большинстве случаев образуются воздушные включения,
нарушающие прочность и водонепроницаемость оболочки.