Монтаж наружной обшивки и настила палубы аналогичен описанному
для постройки яхт на поперечном наборе. Существенная разница в том,
что в данном случае не нужно предварительно деформировать листы и не
требуется делать ни разверток, ни гибочных шаблонов. Первыми
устанавливают листы обшивки скулового пояса. Не имеет существенного
значения, на каком месте находятся стыки пояса, важно, чтобы они
были расположены не ближе 50 мм от шпангоутов.
С тонкими листами обшивки длиной 3-4 м можно справиться без помощи
крана. Будущий пояс обшивки вырезают из листа с припуском по кромкам
50-100 мм и затем прижимают к шпангоутам струбцинами и подпорками.
Затем изнутри корпуса обводят лист по контуру днищевого пояса
твердым карандашом или стальной чертилкой. Одновременно на каждом
шпангоуте помечают точку линии верхней скулы и прочерчивают стык
листов параллельно шпангоутам. Так как обычно начинают с носового
листа, примыкающего к форштевню, изнутри также надо обвести контур
форштевня и дать по этой линии припуск 10 мм для возможности сварки
листа с профилем штевня с наружной стороны. После этого лист
снимают, намеченные точки линии верхней скулы соединяют с помощью
гибкой рейки и, обведя верхнюю кромку листа, обрезают его в чистый
размер ручными или электрическими ножницами.
Для подготовки сварного шва не требуется разделка кромок свариваемых
листов. Благодаря слому на скуле прямоугольные кромки образуют
снаружи подобие V-образной разделки под шов. Поэтому лист после
обрезания по контуру вновь устанавливают на набор и укрепляют
подпорками и струбцинами так, чтобы кромки обоих листов плотно
сошлись и скуловой лист плотно прилегал по всем шпангоутам и к
штевню. Последовательность сварки, для предотвращения сварочных
деформаций, описана выше (см. стр. 168): сначала заваривают стыки (в
данном случае шов на форштевне), потом продольный шов и наконец
угловые швы крепления листа к шпангоутам. Продольный шов сначала
сваривают изнутри на прихватках, затем окончательно заваривают
V-образный шов снаружи. Если напряжения от сварки желательно свести
до минимума, этот шов можно выполнять обратно ступенчатым способом:'
заваривают участок шва длиной около 500 мм, перемещаясь вперед,
затем, отступив на 500 мм назад от заваренного участка, ведут сварку
к началу шва и т. п. Верфи, на которых применяется сварка в среде
защитного газа, отказываются от этого, несколько трудоемкого метода.
Вторым ставят такой же лист скулового пояса обшивки с другого борта.
К верхней кромке этих поясьев (ниже кромки примерно на 50 мм)
прикрепляют плавно сгибающийся направляющий угольник. Обычно
используют угольник, который был прикреплен к набору несколько выше
скулы. Это необходимо для того, чтобы сделать кромку жесткой и
получить ясно видимую линию скулы, которая должна быть плавной. То
же проделывают с верхней кромкой ширстрека и комингсом бака, прежде
чем ставить настил палубы бака (рис. 104). Можно работать и без
направляющего угольника, если есть уверенность в том, что удастся
точно и чисто выровнять верхние кромки листа. Угольники служат
только вспомогательным средством для облегчения работы. Прежде чем у
яхт с надстройкой-баком будут смонтированы комингсы бака, а у яхт с
рубкой - ширстреки, ставят на место настил палубы. В вариантах с
деревянной палубой сначала вваривают металлический палубный стрингер
(ватервейс). Эта последовательность важна, чтобы впоследствии не
подгонять палубный настил между кромками листов обшивки бортов.
Листы палубного настила, если погибь бимсов не слишком большая, не
нуждаются в предварительной гибке. Их можно просто подтянуть к
бимсам непосредственно на яхте. Обычно лист сначала прихватывают
сваркой к палубным бимсам в ДП. Затем с помощью струбцин и подпорок
его прижимают с обеих сторон к бимсу для следующей прихватки. Усадка
от сварки на нижней стороне листа палубы облегчает процесс сгибания.
При подобном методе постройки лист транца-почти единственная часть,
которую надо заранее согнуть. Гибка в вальцах гарантирует получение
правильной цилиндрической поверхности этой детали. Затем согнутый
лист подают на стапель, где его подгоняют к корпусу. Лишний материал
настила палубы и наружной обшивки обрезают согласно данным
теоретического чертежа, оставив припуск 20-30 мм. Затем лист транца
с проведенной на нем линией ДП для ориентации устанавливают при
помощи вспомогательных средств с соответствующим наклоном, указанным
в чертеже, и крепят в диаметральной плоскости яхты. С помощью
прокладки толщиной 20-30 мм (соответственно припуску листов
обшивки), вставленной вдоль листа транца, обводят точный контур
палубы и наружной обшивки и, сняв лист транца, отрезают припуски на
палубе и листах обшивки. Затем лист прикладывают еще раз, обводят
его наружные контуры, обрезают и после этого сваривают с корпусом
угловым швом. Предварительно рекомендуется проверить, нет ли на
обрезанных кромках корпуса изгибов и вмятин, и при необходимости
выправить их. Форма и состояние кромок транца позже являются для
любого специалиста критерием для оценки доброкачественности
постройки яхты.
Промежуточные шпангоуты представляют собой простые угольники
соответствующей длины, срезанные по концам под углом 45°. По
окончании монтажа обшивки их приваривают в каждой шпации
попеременно: один на левый борт и один на правый, борт, от середины
яхты к ее оконечностям. Одновременно с установкой промежуточных
шпангоутов целесообразно от-рихтовать наружную обшивку и палубу (см.
стр. 173). Если эта операция выполнена тщательно, то правка после
вваривания промежуточных шпангоутов понадобится лишь в некоторых
местах. Окончательную правку обшивки можно производить только по
окончании всех сварочных работ на корпусе, связанных со сборкой
киля, руля, дейдвудной трубы, деталей для крепления такелажа,
фундамента двигателя, усилений наружной обшивки, планок для монтажа
легких переборок и мебели и т. д.
Описанный выше упрощенный метод пригоден для самостоятельной
постройки яхт из стали. Долголетний тесный контакт с
судостроителями-любителями убедил автора, что для них постройка яхты
длиной Эми даже 13-14-метровой яхты не представляет чего-то
невозможного, если работы организовать правильно и с соответствующим
предварительным планированием. Так, один канадец построил свою
первую 14-метровую яхту <Гидра> за 18 месяцев. В постройке постоянно
были заняты только два человека, причем ни один из них до этого не
занимался судостроением и даже не имел возможности присутствовать
при постройке подобных судов. Эта яхта, снабженная позже спинакером,
принимала участие в крупных океанских гонках с впечатляющими
результатами.
Один торговец электрическими товарами построил стальную моторную
яхту длиной 13,50 м с двухвальной установкой, работая с друзьями
только в свободное время. Через три года они успешно закончили
первые пробные испытания. Эта яхта обладает высокими мореходными
качествами и впоследствии она использовалась для плаваний в Северном
и Балтийском морях.
Рис. 104. Продольные стыки обшивки на скулах
сваривают сначала внутри, затем зачищают снаружи и сваривают
V-образным швом А - монтажное ребро жесткости.
Обе эти яхты являются, по всей вероятности, верхним
целесообразным пределом для самостоятельной постройки. Нижний предел
ограничивается сегодня длиной 9 м, если межпалубное пространство
предполагается нормальной высоты. Яхта длиной около 10 м является
оптимальной для одной семьи, а яхта длиной 11 -12 м удовлетворяет
высоким требованиям комфорта для семьи даже из 5-6 человек.
10-метровая яхта "Таранга" представляет собой золотую середину. За
короткое время ее начали строить в таких больших количествах, что
потребовалось объявить этот проект в качестве "Европейского
любительского класса". Таким образом, упрощенный и несмотря на это
высококачественный метод постройки яхт с двойной скулой кажется
правильным путем развития европейских любительских классов.
На яхтах с металлической палубой надстройки и рубки выполняют также
из металла. Если палуба деревянная, то и надстройка в большинстве
случаев из дерева (см. стр. 149).
Небольшие металлические рубки обычно собирают прямо на яхте из
отдельных деталей с помощью простых вспомогательных средств. Если в
надстройке предусматриваются гнутые листы металла, даже небольшой
площади, ее строят отдельно с использованием соответствующей
оснастки и потом приваривают к палубе. Надстройки больших моторных
яхт строят почти всегда из заранее изготовленных секций, которые
состоят из наружных стенок, внутренних переборок и палубы. Наружные
стенки имеют обычно незначительный изгиб в одном направлении и не
нуждаются в предварительной гибке. Листы для них вырезают по
шаблонам с плаза в соответственно развернутой форме. Палубу
надстройки изготовляют таким же способом, как и палубу основного
корпуса.
В зависимости от возможностей транспортировки и высоты цеха
изготовленные секции надстройки собирают уже заранее в виде полного
блока надстройки и затем устанавливают на корпус или же монтируют из
отдельных секций на палубе яхты. В последнем случае на палубу
сначала устанавливают наружные стенки, выравнивают их с помощью
вспомогательных связей и приваривают к палубе. Затем ставят на место
поперечные переборки и внутренние стенки. После сварки продольных,
поперечных и внутренних стенок можно удалить большинство
вспомогательных связей для удобства ведения последующих работ.
Последний этап сборки надстроек - монтаж палубы.
На быстроходных моторных яхтах надстройки строят из алюминия,
нередко очень тонкого, и для создания необходимой местной жесткости
используют гнутые листовые конструкции. Поскольку в таких случаях
придают значение достижению достаточной жесткости конструкции при
минимальной массе, то для надстройки выполняют специальный
теоретический чертеж. Такие надстройки сложны в изготовлении и
высоки в цене, но Иногда необходимы Для сверхлегких яхт. Чтобы
выполнить их из тонкого материала без вмятин и деформаций, иногда
прибегают даже к клепаной конструкции. Поскольку в этом случае не
требуется абсолютной водонепроницаемости, применяют полые заклепки,
так называемые попзаклепки, пустое пространство которых плотно
заполняют пластиковым дюбелем. Технология постройки таких сложных
надстроек аналогична в принципе технологии постройки круглоскулого
корпуса на поперечных шпангоутах. Надстройка может быть смонтирована
на палубе из готовых секций или изготовлена в виде блока,
установлена на палубе и приклепана к заранее приваренным комингсам.
Металлические палубы должны иметь специальные покрытия, делающие их
нескользящими и придающими им эстетический внешний вид. Наиболее
дешевый вид палубного покрытия - нескользящие краски или мастики. В
состав красок обязательно входит песок. Пользуются или готовыми
красками, или мастиками, пригодными для засыпки гранулированным
кварцевым песком. Покрытия с очень мелкой грануляцией песка быстро
загрязняются и придают палубе неприглядный вид. Покрытие с более
крупным зерном песка легче поддерживать в чистоте, кроме того, через
несколько лет его можно перекрасить и нескользящие свойства покрытия
от этого не пострадают.
Существуют также пластиковые палубные настилы, наклеиваемые на
эпоксидном клею на металлическую палубу. В последние годы их все
чаще применяют на высококачественных гоночных яхтах, где это дает
желаемую экономию массы. Такое покрытие относительно дорогое, но
обладает хорошими фрикционными свойствами и его легко поддерживать в
чистоте. Кроме высокой цены у этого покрытия есть еще один
недостаток: его долговечность пока не определена.
Один из любителей обшил палубу своей яхты длиной 9,30 м рифлеными
стальными листами. Поскольку материал соответствует судостроительным
требованиям, это решение нельзя назвать неправильным. Внешний вид
палубы - дело вкуса, хотя рифленая поверхность и напоминает
несколько баркасы и рабочие катера. Нескользящие свойства такого
настила неплохие и чистка его удобна.
На яхтах с металлическими корпусами применяют также деревянную
палубу. Многие яхтсмены считают, что она имеет непревзойденные
нескользящие свойства, отличный внешний вид и удобна для уборки. При
современной конструкции яхт комбинация металлического корпуса с
деревянным настилом не представляет особых конструктивных
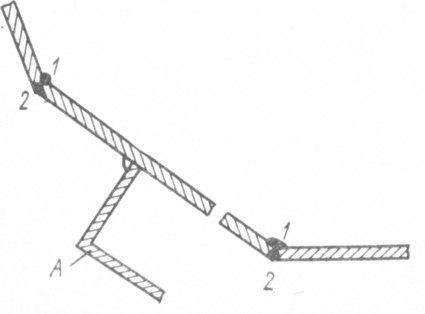
трудностей. На рис. 105 показаны два узла крепления такой палубы к
стальному корпусу. Палуба получается жесткая к скручиванию благодаря
креплению фанеры к стальным палубным стрингерам на болтах и
склеиванию настила из брусков с фанерой. Бруски закреплены во
избежание деформации при изменении влажности. Деревянную палубу
следует укреплять деревянными палубными бимсами. Фанера с помощью
запрессовки шурупами хорошо склеивается с палубными бимсами. При
достаточной поверхности склеивания не требуется привинчивать
отдельные планки к палубным бимсам. Это экономит много труда и
предотвращает появление течи. Швы между отдельными тиковыми планками
декоративного настила заливают стойким к морской воде универсальным
палубным клеем. Долговечность правильно обработанной деревянной
палубы очень высока.
Палуба из двух склеенных слоев фанеры - другой вариант для яхты с
металлическим корпусом. Однако фанера все равно требует
нескользящего покрытия, а из-за неизбежного крепления ее кромок на
болтах трудно обеспечить водостойкость такой палубы. Таким образом,
если нельзя по каким-либо причинам сделать палубу из брусков тика,
то лучше выполнить надежную без отверстий для болтов металлическую
палубу.
Металлическая палуба с деревянным настилом - технически самый
неудачный и одновременно дорогой и тяжелый вариант. Несмотря на это,
на больших яхтах такой вариант применяют, если классификационные
общества требуют наличия металлической палубы для обеспечения
прочности или противопожарной безопасности. Владелец большой яхты
тем не менее не отказывается от классического настила из деревянных
брусков. Поэтому часто для крепления деревянного настила в
металлической палубе делают тысячи отверстий для болтов, которые
становятся наиболее вероятными местами течи. Этого недостатка можно
избежать, применяя шпильки, привариваемые к стальной палубе с
помощью контактной сварки. Применение этого варианта, однако,
ограничивает необходимость постановки больших деревянных пробок в
настиле, чтобы закрыть сверху шестигранные гайки.
Вариант изготовления балластного киля сварной конструкции при
упрощенной технологии постройки яхты с двойной скулой был рассмотрен
выше (см. стр. 191). Такой же метод изготовления балластных килей
применяют при постройке корпусов другой конструкции и таким же
простым способом соединяют с корпусом. Технически сложно и
нерационально выполнять переход обшивки корпуса и обшивку
балластного киля по радиусу - это непродуманное заимствование из
времен постройки яхт с S-образными шпангоутами. Вся конструкция
соединения с днищевыми связями корпуса становится вследствие этого
значительно тяжелее. Преимуществ обтекания нельзя ожидать, действие
боковой силы сопротивлению дрейфу киля даже ухудшается.
Рис. 105. Два варианта соединения деревянной
палубы с металлическим корпусом: а- для яхты "Секура" с
надстройкой-баком; б -для гладко-палубной яхты. 1 - стальная планка
для крепления бимса; 2- бимс, дерево; 3- фанерный настил, 6 = 6; 4 -
планки из тика 45X12; 5 - залитый в пазы клей; 6 - фальшборт; 7 -
болтМ6Х45, шаг 100-150; S - палубный стрингер 100X3; 9-шуруп 4X13,
шаг 200.
Литой киль с его высокими расходами на модель нерентабелен для
постройки одной яхты, Н9 рационален при изготовлении серийных яхт.
Иногда киль отливают из свинца; для серийных яхт его в большинстве
случаев отливают из чугуна. При сочетании свинцового киля с
алюминиевым корпусом возникают проблемы электролиза между обоими
материалами в морской воде или (что еще хуже) в морской воде,
смешанной с пресной. Такой киль нужно покрывать плотным слоем
эпоксидной смолы или полиуретана и электрически изолировать от
корпуса. Крепежные болты в этом случае делают из нержавеющей стали
со специальными уплотняющими шайбами из нейлона.
При постройке корпуса килем вверх балластный киль в любом случае
соединяют с корпусом после его раскантовывания, чтобы не создавать
ненужных транспортных проблем. На тяжелой транспортной тележке такой
киль массой в несколько тонн поднимают под высоко поднятый корпус
яхты и устанавливают точно по месту. Отверстия в усиленном килевом
поясе корпуса размечают и сверлят заранее с помощью шаблонов для
сверления.
Балластные шверты и подъемные кили выполняют обычно в виде сварных
металлических оболочек и затем заливают их внутреннюю полость
свинцом. Для серийных яхт эти детали отливают из чугуна. У больших
гоночных яхт типа "Ондин" Бриттона Ченса оболочка киля сварена из
нержавеющей стали со свинцовым наполнителем. Есть также балластные
шверты, отлитые из свинца с примесью сурьмы с внутренним каркасом.
Рули с их гельмпортами, плавниками и опорами относятся к наиболее
важным деталям, от которых зависит безопасность яхты. Конструктор
рассчитывает усилия на руле и соответственно соразмеряет баллер,
перо руля и опору. Результаты расчета руля с жесткой пяткой,
подвесного или балансирного рулей довольно бесспорны, даже если
принимаются различные значения коэффициента безопасности. И,
наоборот, у современных парусных яхт, на которых в большинстве
случаев установлен руль с узким плавником, распределение сил между
пером руля и жестким плавником - скегом проблематично. Оно зависит
от того, насколько эластичен скег и при каком боковом давлении
баллер руля, соединенный снизу со скегом через опорную цапфу,
оказывается сильно нагруженным. Опытные конструкторы рассчитывают
величину для бокового давления, действующего на перо руля при его
повороте. Затем определяют изгибающий момент в баллере руля, который
обычно в 8-12 раз превышает возникающий крутящий момент. При этом
предполагают, что баллер свободно оперт на две опоры.
Изготовление собственно руля - относительно простое дело, если речь
идет о сварной стальной конструкции, в которой стальной баллер можно
сварить с каркасом и обшивкой пера руля. Подробное описание этого
процесса приведено на стр. 194. Сваренное полое перо руля проверяют
на герметичность сжатым воздухом и мыльным раствором. Специальной
внутренней консервации не требуется. Рационально применять эту
простую конструкцию также для яхт из алюминия при условии, что для
баллера и других стальных деталей будет использована нержавеющая
сталь, содержащая молибден. Для яхты упрощенной конструкции с
двойной скулой несложно вычертить руль с плавником на чертеже
днищевого контура (рис. 106). У обычной яхты с круглоскулыми
шпангоутами, наоборот, плавник является деталью, вписанной в обводы
корпуса и вместе с ним обшитой листами.
Гельмпорт на современных металлических яхтах состоит из относительно
толстостенной бесшовной трубы из того ж-е материала, что и корпус.
Трубу сваривают с корпусом и в верхней части через солидные кницы
раскрепляют поперек яхты с днищевым флором, как это можно видеть на
рис. 106. Поскольку защита от коррозии внутренней полости гельмпорта
затруднена, на трубе гельмпорта выше КВЛ крепят большую втулку с
пресс-масленкой, через которую вдавливают в гельмпорт смазку.
На малых и средних яхтах подшипники руля чаще всего делают из
пластмассы, смазкой для которой может служить вода, либо из
материала, обладающего необходимыми антифрикционными свойствами для
работы всухую (без смазки). К таким наиболее применяемым материалам
относятся ферроцелл в ФРГ и микарта в США. Так как эти пластмассы,
состоящие из тканей, пропитанных искусственной смолой, в воде
немного набухают, то заготовки подшипников перед обработкой нужно
несколько дней выдержать в воде. Для ферроцелла, кроме того, есть
таблицы с допусками на набухание для различных диаметров баллеров.
Нейлон и тефлон не нашли применения в качестве материала для
подшипников руля вследствие их быстрого износа.
Подшипники скольжения можно изготовлять из металла: бронзы или
нержавеющей стали при условии хорошей смазки. На больших яхтах часто
применяют дорогостоящие самоустанавливаюшиеся роликовые подшипники с
уплотнением, которые относительно долго служат, если подавать к ним
смазку под давлением, препятствующую проникновению морской воды.
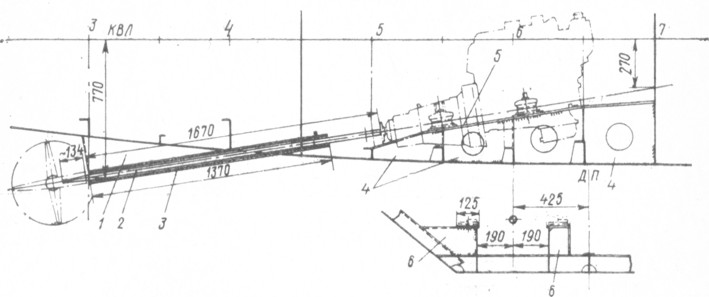
Рис. 107. Линия вала и фундамент под
двигатель на яхте "Гидра" (установка двухвальная). 1 -лист, 6 = 4;
2-гребной вал 0 32; 3-дейдвудная труба 70X9; 4 - бракеты фундамента,
6=5; 5-опорная полка фундамента 8X125; 5-кница, 6 = 5; фланед 50
Рулевой сектор для штуртроса имеет обычно разрезную ступицу, с
помощью которой его зажимают на верхней части бал-лера руля. Его
изготовление как простой сварной конструкции по подробному чертежу
не представляет никаких проблем, даже для любителей-судостроителей.
При изготовлении кронштейнов и выкружек гребного вала судостроитель
и механик должны работать синхронно. В то время как изготовление
втулки кронштейна гребного вала или расточка дейдвудной трубы для
установки втулок подшипников - работы чисто машиностроительные,
крепление готовой дейдвудной трубы в корпусе, а также установка и
крепление к корпусу кронштейна гребного вала являются
судостроительными работами.
В простых конструкциях, например, на яхте "Гидра" (рис. 107),
дейдвудная труба является частью корпуса и сварена с ним. При
изготовлении шпангоутных рам или переборок в них делают заранее
отверстия для дейдвудной трубы, пользуясь разметкой теоретического
чертежа контура днища. После того как корпус полностью обшит,
стапель в районе установки вала надо демонтировать или снять корпус
со стапеля и установить на кильблоки. В месте выхода гребного вала
из корпуса в наружной обшивке прорезают небольшое временное
отверстие, через которое натягивают тонкую стальную проволоку точно
по центровой линии вала и оба ее конца закрепляют на временно
приваренных держателях. Эта струна служит одновременно для контроля
при монтаже в корпусе также заранее собранного фундамента под
двигатель. От центра отверстия тщательно обчерчивают выход
дейдвудной трубы через наружную обшивку и прорезают его газовым
резаком. Затем вставляют дейдвудную трубу, убранную перед этим
контрольную струну протягивают через трубу и по ней выравнивают
тру0у и прихватывают ее сваркой к корпусу. После этого тщательно
подгоняют между дейдвудной трубой и наружной обшивкой лист
выкружки-кожух дейдвудной трубы - и также прихватывают его точечной
сваркой. Сварку выкружки гребного вала с наружной обшивкой ведут
небольшими ступенями длиной около 100 мм вперед и назад и
попеременно на левом и правом борту. Обшивку выкружки гребного вала
сваривают с дейдвудной трубой только после того, как места точечной
сварки зачистят для снятия сварочных напряжений. Сварку ведут
маленькими ступенями, начиная от середины к краям.
Кронштейны гребного вала, если они предусмотрены проектом,
устанавливают по описанному выше методу центровки линии вала
стальной струной. Сначала сваривают с корпусом лапу кронштейна, а
потом ее соединяют с точно отцентрованной втулкой кронштейна.
Кронштейны с одной лапой, которые вследствие некоторой эластичности
способны выдерживать лишь незначительные колебания вала, являются
особой заботой конструктора или строителя яхты. Более надежны и
прочны кронштейны с двумя лапами, но они оказывают'большее
сопротивление воде.
Фундаменты для главных двигателей, выполняемых на больших яхтах в
виде днищевых отсеков, являются частью конструкции корпуса.
Фундаменты для вспомогательных двигателей парусных яхт, как и
необходимые агрегаты, чаще всего изготовляют по шаблонам с плаза и
собирают дополнительно. Фундаменты монтируют обычно, когда корпус
полностью сварен. То же относится и ко всем палубным фундаментам для
лебедок, киповых планок и битенгов и т. п. Все эти детали
приваривают на место перед тем как начать доделочные работы на
корпусе, палубе и надстройках. Этот порядок работы непременно
следует соблюдать, особенно если нужно построить первоклассное судно
с гладкой обшивкой.