Упрощенные методы постройки применяют с целью Удешевления
серийного строительства, а также в случае самостоятельной постройки
металлических яхт. Однако пути использования этих методов для
названных областей принципиально различны.
В серийном производстве первостепенное значение имеют приемы
постройки, позволяющие до минимума снизить трудоемкость, чтобы
выдержать стоимость готовой яхты вблизи реального минимума.
Для любителя неважно, сколько рабочих часов уйдет на постройку. На
первом плане стоит непременная надежность конструкции и по
возможности самая простая технология постройки.
Если при серийной постройке главной целью является создание дешевого
корпуса, то в конструкции следует стремиться сократить число и
протяженность сварных соединений, выполнение которых требует больших
затрат времени и значительных расходов. Кроме того, вследствие
термических напряжений при сварке могут появиться вмятины, которые
необходимо будет править.
Существо упрощенных методов постройки состоит в том, чтобы
обходиться по возможности без обычных связей набора корпуса и
обеспечивать необходимую жесткость и прочность путем применения
гнутой наружной обшивки. Чтобы снизить расходы на постройку, чаще
всего выбирают корпуса с остроскулыми обводами с V-образными
шпангоутами. При этом на первое место выступает технологичность
постройки, а не достижение необходимых мореходных качеств. Обводы
подводной части корпуса, получающиеся на основе таких принципов
конструирования, не позволяют достигнуть сколько-нибудь высоких
скоростей движения судна на волнении.
Исключением являются корпуса яхт с двойной скулой, которые появились
в результате интенсивных исследований и обмера корпусов гоночных яхт
по правилам IOR. Варианты корпусов яхт с двойной скулой были
разработаны автором этой книги для любителей-судостроителей и мелких
верфей, поставляющих готовые металлические корпуса для
самостоятельной достройки. Здесь не требуется никакой гибки
шпангоутов, никаких сложных гибочных работ для листов наружной
обшивки и работы на плазе со сложными развертками. Любой любитель,
знакомый с основными приемами ручных сборочных работ, сумеет
построить высококачественную яхту с такими обводами самостоятельно.
Проекты яхт с двойной скулой, разработанные специально для
любительской постройки, гарантируют надежность, прочность,
безопасность и долговечность конструкции. При правильно выполненном
проекте кроме благоприятного поведения на волне эти суда могут
обладать отличными качествами в открытом море и развивать достаточно
высокие скорости, что доказано опытом эксплуатации подобных яхт во
всем мире. Преимущества яхт с двойной скулой прианал и самый опытный
констиспользования этих методов для названных областей принципиально
различны.
В серийном производстве первостепенное значение имеют приемы
постройки, позволяющие до минимума снизить трудоемкость, чтобы
выдержать стоимость готовой яхты вблизи реального минимума.
Для любителя неважно, сколько рабочих часов уйдет на постройку. На
первом плане стоит непременная надежность конструкции и по
возможности самая простая технология постройки.
Если при серийной постройке главной целью является создание дешевого
корпуса, то в конструкции следует стремиться сократить число и
протяженность сварных соединений, выполнение которых требует больших
затрат времени и значительных расходов. Кроме того, вследствие
термических напряжений при сварке могут появиться вмятины, которые
необходимо будет править.
Существо упрощенных методов постройки состоит в том, чтобы
обходиться по возможности без обычных связей набора корпуса и
обеспечивать необходимую жесткость и прочность путем применения
гнутой наружной обшивки. Чтобы снизить расходы на постройку, чаще
всего выбирают корпуса с остро-скулыми обводами с V-образными
шпангоутами. При этом на первое место выступает технологичность
постройки, а не достижение необходимых мореходных качеств. Обводы
подводной части корпуса, получающиеся на основе таких принципов
конструирования, не позволяют достигнуть сколько-нибудь высоких
скоростей движения судна на волнении.
Исключением являются корпуса яхт с двойной скулой, которые появились
в результате интенсивных исследований и обмера корпусов гоночных яхт
по правилам IOR. Варианты корпусов яхт с двойной скулой были
разработаны автором этой книги для любителей-судостроителей и мелких
верфей, поставляющих готовые металлические корпуса для
самостоятельной достройки. Здесь не требуется никакой гибки
шпангоутов, никаких сложных гибочных работ для листов наружной
обшивки и работы на плазе со сложными развертками. Любой любитель,
знакомый с основными приемами ручных сборочных работ, сумеет
построить высококачественную яхту с такими обводами самостоятельно.
Проекты яхт с двойной скулой, разработанные специально для
любительской постройки, гарантируют надежность, прочность,
безопасность и долговечность конструкции. При правильно выполненном
проекте кроме благоприятного поведения на волне эти суда могут
обладать отличными качествами в открытом море и развивать достаточно
высокие скорости, что доказано опытом эксплуатации подобных яхт во
всем мире. Преимущества яхт с двойной скулой прианал и самый опытный
конструктор в Европе Ван де Штадт, который разработал для серийной
постройки несколько проектов подобных яхт, ставших известными
благодаря своим хорошим мореходным качествам.
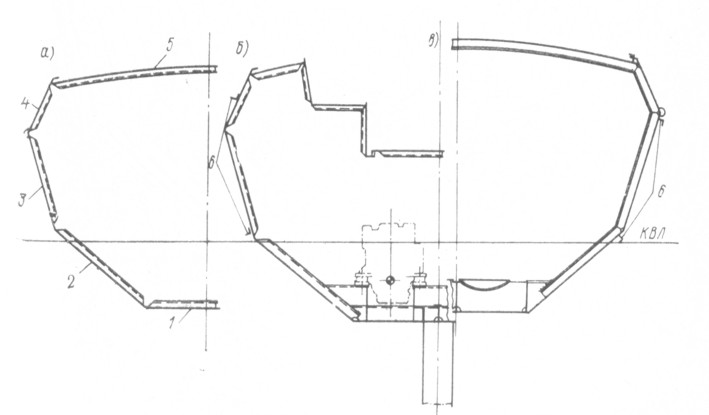
Рис. 96. "Мидель-шпангоут" яхты "Гидра"
упрощенной конструкции:, а - промежуточный шпангоут; б - сечение по
кокпиту; в - рамный шпангоут. 1-днищевой лист обшивки; 2- скуловой
пояс; 3-ширсгрек (бортовой пояс); 4 - комингс бака; 5-палуба; в-
монтажные ребра жесткости из угольника.
В принципе конструкция яхт с двойной скулой мало чем отличается
от устройства других судов с поперечной системой набора. Разница
только в том, что вместо обычных часто расположенных шпангоутов
здесь каждый второй шпангоут выполняют в виде рамы. Между ними после
завершения обшивки и уварки корпуса вваривают легкие промежуточные
шпангоуты, которые обеспечивают местную жесткость (рис. 96).
Преимущества этой системы заключаются не только в необходимости
изготовления половины шпангоутных рам, но и в больших допусках
точности для рихтовки установленных на стапеле шпангоутов. Маленькая
ошибка, допущенная при установке на стапель, естественно, меньше
скажется на плавности скулы, если расстояние между двумя шпангоутами
в два раза больше.
В качестве плаза используют фанерные листы толщиной 10-12 мм или
листы металла любой толщины достаточных размеров для разметки самой
большой шпангоутной рамы. Рабочую поверхность листов покрывают
матовой краской, чтобы на ней были хорошо видны жесткие штрихи
карандаша. Затем на плаз с большой точностью наносят линии ДП и КВЛ
яхты. От этих вспомогательных линий строго перпендикулярно к ним с
точностью до миллиметра наносят размеры шпангоутов по высоте и
полушироте из таблицы ординат теоретического чертежа.
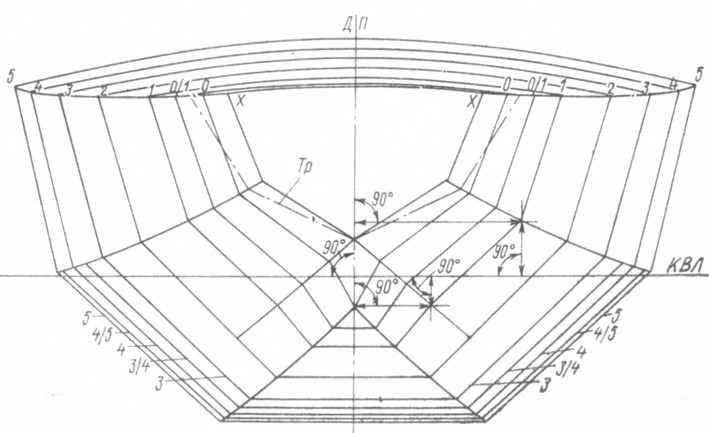
Рис. 97. Плазовый чертеж шпангоутов кормовой
части 10-метровой яхты "Таранга" с упрощенными обводами.
Все точки, соответствующие линиям скул и борта для данного
шпангоута, соединяют затем тонкими прямыми линиями мягкими,
карандашом. На одном плазовом листе вычерчивают все шпангоуты
носовой части, а на другом - все шпангоуты кормовой] части на оба
борта от ДП (хотя на проекции "корпус" на теоретическом чертеже
показывают только одну половину судна).
Когда все шпангоуты начерчены, можно проверить, не' сделана ли
ошибка при переносе размеров с чертежа, так как любая неверная точка
четко выделяется из всей системы шпангоутов. Соединив точки скулы на
всех шпангоутах с помощью гибкой рейки, строитель должен получить
плавную линию, па , которой располагаются все точки (рис. 97).
Построение обвода шпангоута завершается вычерчиванием погиби палубы
через две точки, ограничивающие шпангоут по ширине, и через точку
высоты погиби бимса в ДП. Кривая представляет собой фактически дугу
окружности и провести ее можно с помощью длинной тонкой стальной
проволоки с привязанным карандашом или очень длинной плоской
деревянной рейки. Однако чаще используют другой метод (рис. 98).
Проводят четверть окружности радиусом, равным высоте погиби бимса.
Дугу окружности и ее основание делят на четыре равные части. Точки
основания соединяют с точками окружности и полученные отрезки (аа',
bb' и т. д.) откладывают перпендикулярно в соответствующих местах на
половине ширины палубы, также разделенной на четыре равные части. То
же делают для другой половины палубы от ДП. Полученные девять точек
кривой кромки бимса затем соединяют плавной линией с помощью гибкой
рейки. Полученную таким образом погибь бимсов переносят потом на
доску толщиной 16-18 мм и тщательно обстругивают лекальную кромку,
чтобы использовать ее в качестве лекала-шаблона. С помощью этого
шаблона, на котором должна быть нанесена ДП судна, соединяют затем
верхние точки шпангоутов, вычерченных ранее на плазе, и проводят
карандашом погибь палубы.
Следующими размечают по конструктивному чертежу днищевые флоры и
другие поперечные связи в составе шпангоут-ых рам, например набор
кокпита.
Теоретический обвод килевой линии вычерчивают на отдельных узких
листах фанеры или металла. Перпендикулярно к KBЛ прочерчивают линии
шпангоутов и переносят на них ординаты осадки на каждом шпангоуте
теоретического чертежа (рис. 99). По этим точкам необходимо провести
плавный контур днища на виде сбоку, чтобы получить истинное
расстояние между шпангоутами п^и установке их на днищевой лист.
Кроме того, по этой частичной разбивке теоретического чертежа
изготовляют все интеркостельные продольные связи, т. е.
установленные в виде бракет между днищевыми флорами. Для определения
их точных размеров и конфигурации нужно начертить на плазе любую
продольную связь, не забыв уменьшить ее длину на толщину днищевого
флора плюс 1 мм. Затем переносят очертания отдельных бракет
стрингеров с помощью кальки на листы металла. Этот же метод
применяется и для разметки деталей форштевня, кормового ребра
жесткости и продольных связей в цистернах.
Рис. 98. Построение погиби бимсов.
Плоский профиль форштевня и продольное ребро жесткости в ДП в
корме сплошные и их пропускают в вырезы днищевых флоров, у
стрингеров в цистернах это совершенно необязательно. Чтобы не
прерывать шпангоутные рамы и тем самым облегчить сборку набора,
продольные стенки цистерны можно сварить интеркостельно между
днищевыми флорами, после того как весь набор будет стоять на
стапеле.
Сборка шпангоутов - работа, которая должна выполняться с особой
тщательностью. При самостоятельной постройке яхты все
подготовительные работы, о которых рассказано, можно выполнить в
любом подвальном помещении, даже сборку шпангоутов для такой яхты,
как "Таранга" длиной 10 м. Небольшой сарай с соответствующим дверным
проемом также вполне подходящее помещение для таких работ.
Стоимость профильного материала для изготовления стальных шпангоутов
относительно невысока. Изготовление шпангоутов по этому методу
постройки не связано ни с какими особенными трудностями. После того
как контуры днищевых флоров с помощью кальки перенесены с плаза на
листы металла, их вырезают электрическими пилами или ножницами. Если
можно отогнуть верхний фланец у флоров на станке для строгания
кромок металлических листов, то ширину фланца добавляют к контуру
флора. Если такой возможности нет, то вместо фланца приваривают
соответствующую полосу. Для упрощения сборки днищевых флоров со
шпангоутами фланец днищевых флор должен иметь такое же направление
относительно плоскости шпангоута, как и фланец шпангоутов и бимсов.
Резать заготовки шпангоутов из профиля и подгонять соединения их
друг с другом и палубными бимсами не требует большого ручного труда.
Заготовленные детали шпангоута укладывают для сборки на плаз
соответственно разметке, при необходимости придавливают тяжестями и
сваривают точечной сваркой. Для увеличения жесткости больших
шпангоутных рам, например, на яхте <Гидра>, целесообразно приварить
временно вертикальные стойки из угольника, на которые надо наносить
положение ДП для облегчения выравнивания шпангоутов (рис. 100). Если
надстройка т^акже стальной конструкции, рационально включить бимсы и
стойки комингсов надстройки в шпангоутную раму. Благодаря этому
отпадает необходимость в приварке временных поперечных угольников,
замыкающих раму сверху.