При изготовлении переборки сначала сваривают полотнище с
соответствующими допусками по кромкам, располагая отдельные листы на
гладком цементном полу с установкой временного ребра жесткости. При
необходимости полотнище рихтуют, тщательно переносят на него контур
переборки и обрезают ее в чистый размер. После того как приварены
предусмотренные чертежом ребра жесткости и укреплены необходимые
временные поперечные жесткости, можно зачистить места сварки и
тотчас же покрыть их пассивирующим покрытием.
Киль яхты представляет собой коробку обтекаемого профиля, сваренную
из стальных листов и заполненную свинцом. Его можно изготовлять
одновременно с корпусом. В конструкции яхты "Таранга" предусмотрено
крепление киля болтами, проходящими через специальные стальные
колодки, прочно приваренные к днищевым флорам. Такая конструкция
(рис. 101, а) имеет свои преимущества при транспортировке и сборке
корпуса яхты в низких сараях. Но поскольку необходимы определенное
умение и навык, чтобы изогнуть толстую плиту по контуру днища яхты
(это возможно только при использовании нагрева и действии
механического давления одновременно), то часто предпочитают вариант
прочно приваренного киля (рис. 101,6). С целью упрощения постройки
профиль поперечных сечений киля одинаков по всей его высоте.
Следовательно, нужно только нанести контур по данным размерам и
перенести на днищевой лист киля. Остальную форму придают ребра
жесткости из листовой стали, которые приваривают параллельно на
указанных в чертеже расстояниях точно под углом 45° к днищевому
листу киля. Переднюю кромку киля образует круглый стальной пруток,
сзади предусмотрена заостренная кромка.
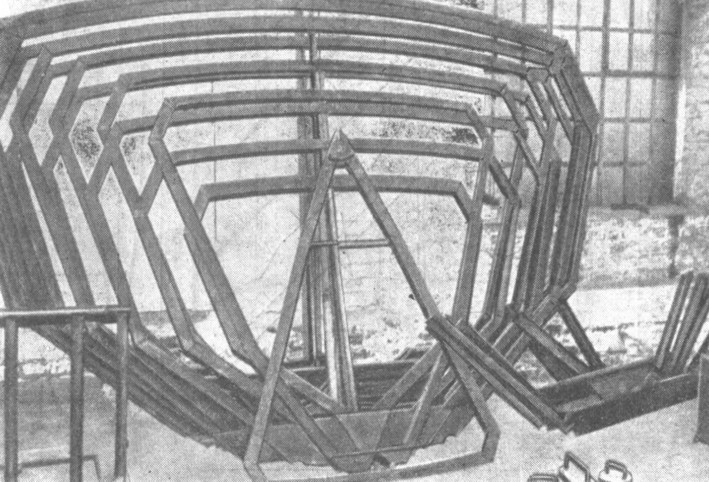
Рис. 100. Готовый набор шпангоутов для яхты
"Гидра". Не хватает только вырезов для сварных швов в углах рам. На
готовых рамах шпангоутов эти вырезы обрабатывают круглым
напильником.
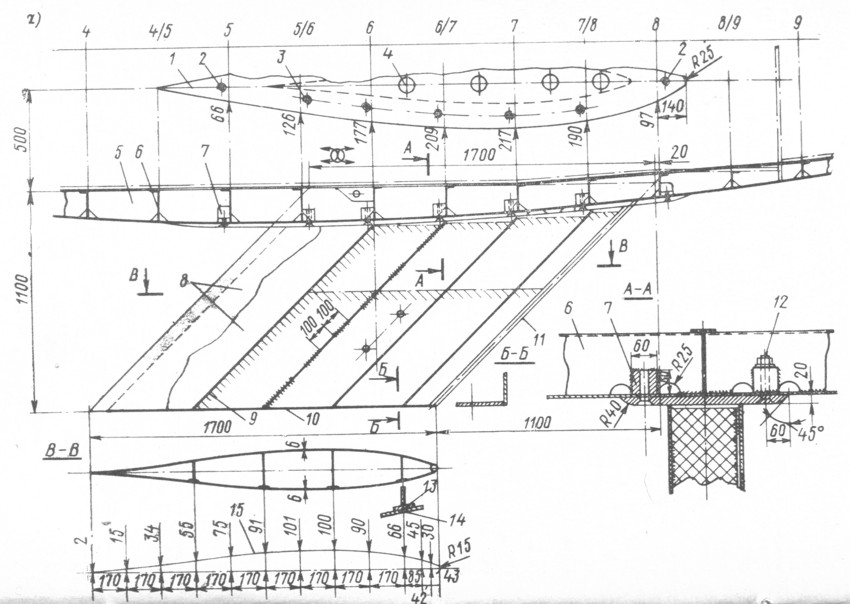
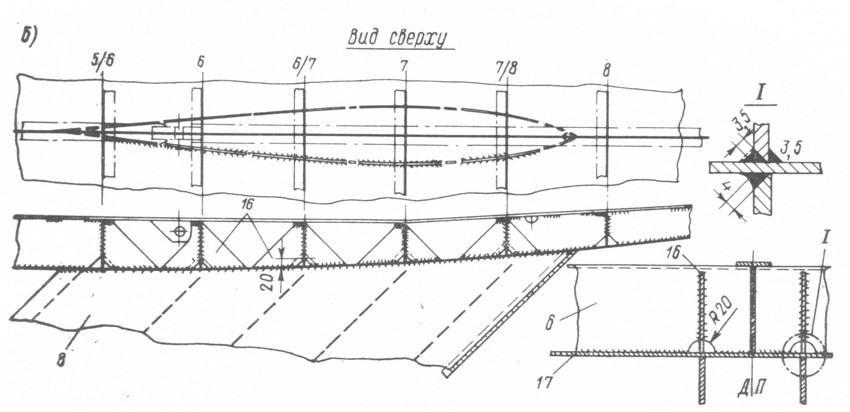
Рис. 101 Сварной киль яхты "Таранга": а -
вариант крепления к днищу на болтах; б - вариант крепления с помощью
сварки. Г s0: 2-0ТРСсTе с резьбой М16; 3-отверстие М20; 4-отверстие
для заливки свинца (после заливки вварить крышку. 0=6) 5 киль, 6=5;
6-флор, 6 = 5; 7-бобышка 40X60X60; 8-обшивка, 6 = 6; S-ребро
жесткости. 6=6' 10-нижний лист. 6=10; 11-пруток 0 30; 12-болт
М20Х120 из нержавеющей стали, (и шт.; /Л -полоса 6X30; И-прорезь
100X20. шаг 100; Ш теоретический профиль сечения киля; 16 - кница,
6=5; 17 -лист днища
После того как один лист обшивки киля согнут по необходимой
кривой, ее прихватывают точечной сваркой к набору. Прежде чем
приваривать лист "намертво", рекомендуется приварить на электроприхватках 2-3 распорки из угольников ко всем ребрам
жесткости на противоположной стороне киля от переднего круглого
профиля до кормовой обшивки киля. Это должно предотвратить тенденцию
к одностороннему изгибу киля при сварке. Затем гнут второй лист
обшивки киля и согласно данным чертежа делают в нем прорези,
необходимые для приварки листа к ребрам жесткости. Удалив
вспомогательные угольники, надо проверить, не деформировался ли киль
при сварке и при необходимости выправить его.
Следует учитывать, что при заварке прорезных швов во втором листе
появляется усадка, которая может придать продольный прогиб профилю
киля со стрелкой примерно 3-5 мм. Прорезные швы ни в коем случае
нельзя заваривать полностью, как это иногда практикуют, а обварив
кромки листа, заполнить остающуюся выемку двухкомпонентной
шпаклевкой. Если этот лист сделать из двух частей по высоте киля, то
можно избежать прорезных швов, так как появляется возможность
подобраться к внутренним деталям набора и приварить их нормальным
(прерывистым) швом. Недостаток этого метода состоит в том, что
заключительный продольный сварной шов не может иметь правильного
формирования с внутренней стороны.
Заполнять киль свинцом можно после того как проверено по шаблону
плотное прилегание киля к днищу яхты. В противном случае горячий
свинец может вызвать некоторое выпячивание обшивки. Чтобы
воспрепятствовать этой тенденции и одновременно сохранить свинец как
можно дольше жидким, коробку киля нужно закопать в землю и прочно
утрамбовать ее. Для заливки почти всегда используют свинцовый лом,
стоимость которого составляет 25-30% стоимости нового слитка свинца.
Свинец расплавляют в стальном котле соответствующей вместимости,
установленном на ровной земле на солидных козлах. Жар создают
сжиганием кузнечного угля или мелкого антрацита, обеспечивая поддув
пылесосом. Когда свинец расплавится, выбивают коническую стальную
пробку из котла, и свинец по желобу из стального листа попадает в
закопанный в землю киль. Трубки для этой цели малопригодны, так как
при малом диаметре они забиваются свинцом. Необходимо обеспечивать
быстрое заполнение киля, чтобы свинец не мог затвердеть и в нем не
могли бы образоваться воздушные включения. В зависимости от
вместимости котла заполняют металлом один, несколько или сразу все
отсеки оболочки киля. Высота, до которой надо заполнять отсеки,
обычно указана в рабочих чертежах киля.
От консервации внутреннего пространства киля обычно отказываются.
Исходят из того, что киль водонепроницаем и, следовательно, здесь не
может быть никакой коррозии и электролиза. Для контроля плотности
после сварки с корпусом рекомендуют через временный ниппель довести
давление воздуха внутри киля приблизительно до 2 кгс/см2. Если при
этом покрыть всю поверхность киля мыльным раствором, то появившиеся
пузыри укажут на место течи, которое надо тщательно заварить. Для
консервации металла в полости киля можно по окончании всех сварочных
работ заполнить ее раствором смолы под давлением.
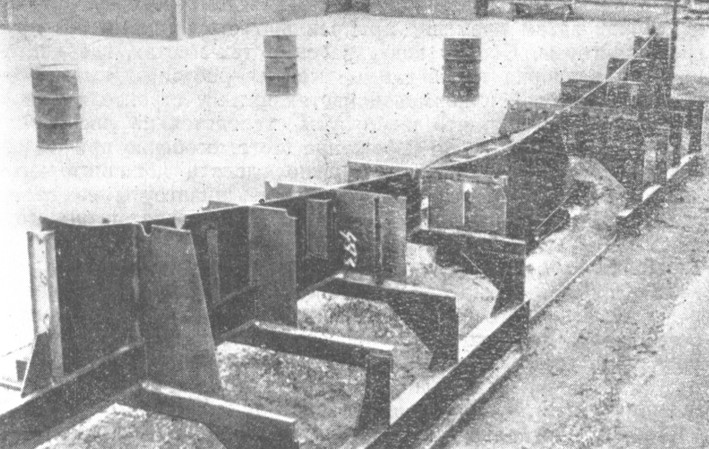
Рис. 102. Для постройки стапеля на неровном
полу не обойтись без нескольких бетонных опор. В середине стапеля
виден установленный киль, который на своем месте заменяет стапель.
На небольших яхтах киль чаще всего устанавливают после сборки
корпуса. У "Гидры", например, рационально устанавливать заполненный
свинцом киль одновременно со сборкой корпуса на стапеле. Установку и
транспортировку облегчают временно приваренные к килю обушки. С
помощью автокрана киль, залитый свинцом, можно поставить на место на
стапеле и с помощью клиньев и распорок тщательно выровнять его
относительно ДП и по расстоянию до КВЛ.
Стапель строят на надежном грунте или основании. В мягкий грунт
утрамбовывают бетонные опоры, на которые можно устанавливать
соответствующие опорные балки (рис. 102). Стапель рационально
использовать для постройки двух или нескольких яхт строительным
сообществом. Этот вид кооперации хорошо себя зарекомендовал.
После установки коробки киля на стапеле днищевой лист является
первой деталью, поступающей на стапель. Его предварительно сваривают
в одну деталь или при необходимости устанавливают на место
несколькими частями в виде отдельных листов. На листе должны быть
нанесены линии ДП и точные расстояния между шпангоутами, взятые с
плазовой разметки контура днища. Линии шпангоутов проводят точно под
прямым углом к линии ДП, на них откладывают ширину днища согласно
размерам на чертеже и обводят контур по лекалу. Эти действия должны
быть по возможности очень точными, если детали днищевого листа уже
сварены в единое целое и выровнены. Сборка и сварка отдельных листов
на стапеле оправдана только в тех случаях, когда ограничены
возможности транспортировки тяжелых деталей.
После того как днищевой лист укреплен на стапеле, можно начинать
установку переборок и шпангоутных рам. Эта работа - одна из самых
интересных даже при упрощенном методе постройки, когда очень важна
точность предварительной сборки узлов. Первой устанавливают наиболее
прочную и жесткую шпангоутную раму. С обеих сторон флор прихватывают
к днищевому листу точечной сваркой. Если в конструкции корпуса
предусмотрена поперечная переборка, то первой устанавливают ее и
затем с помощью отвеса и одной или двух диагональных связей придают
ей строго вертикальное положение (рис. 103).
Эта переборка или шпангоут служит опорой для всех других шпангоутов.
На ней крепят сверху вспомогательную рейку, к которой затем временно
прикрепляют струбцинами все другие шпангоуты. Сборку ведут затем в
тех местах, где диагональная распорка переборки не мешает работам. В
процессе сборки в носовой и кормовой частях яхты у строителя может
появиться иллюзия, что шпангоуты становятся на лист с наклоном к
вертикали. Во избежание этого, особенно при облегченной конструкции
стапеля, нужно сделать дополнительные вертикальные подпорки,
удерживающие шпангоуты во время сборки. Иногда распорки и рейки
временно крепят к шпангоутам с помощью толстой стальной проволоки.
Правильность установки рам на стапеле и их выравнивание нужно
проверять тщательно, начиная с переборки. Приходится использовать
много вспомогательных связей, прежде чем переборка после
неоднократных проверок по отвесу и шланговому уровню встанет строго
вертикально, без смещения относительно разметки на днищевом листе.
Так поступают с каждым последующим шпангоутом, который раскрепляют
жестко с помощью связей из металлических угольников или других
профилей, прихватываемых точечной сваркой к первой переборке и ко
всем последующим шпангоутным рамам. Важно, чтобы эти профили огибали
шпангоуты по обводам корпуса плавно, без сломов. С их помощью
проверяют также плавность обводов корпуса и правильность установки
шпангоутов.
Рис. 103. Монтаж корпуса 14-метровой яхты
"Гидра" начинается с установки жесткой переборки. После угловой
точечной сварки к "Днищевому листу переборку выравнивают строго
вертикально с помощью отвеса и закрепляют одной-двумя диагональными
распорками. Верхняя прочная рейка служит временной опорой, по
которой выверяют шпацию для всех других шпангоутных рам и переборок.
Обнаруженные дефекты исправляют. Целесообразно располагать на
каждом борту по два выверенных профиля. Первый должен находиться
примерно на 50 мм ниже линии борта. На яхтах с надстройкой-баком
этот угольник укрепляют на половине высоты заваленных внутрь бортов
надстройки, чтобы его не нужно было снимать при обшивке ширстрека.
Вторая связь из угольника должна находиться на борту примерно на 50
мм выше линии скулы. Ее снимают по окончании монтажа скуловых
поясьев обшивки. Для этой цели подходят угольники размером 25 X 25 X
2 мм или подобные им.