Постройка корпуса яхты с продольной системой набора
Продольную систему набора применяют почти исключительно для
быстроходных моторных яхт. Вопреки утверждениям некоторых
специалистов нельзя привести точного доказательства того факта, что
корпуса с продольной системой набора по сравнению с правильно
сконструированными корпусами с поперечной системой дают ощутимую
экономию в массе. Это относится прежде всего к яхтам с сильно
изогнутой наружной обшивкой, у которых жесткость листов вместе с
подкреплением поперечной системой набора достаточна для обеспечения
необходимой местной прочности.
Если, однако, большие поверхности наружной обшивки в обоих
направлениях близки к плоскости, что обычно наблюдается у
быстроходных моторных яхт, то корпуса с продольной системой набора
становятся рациональными. Поле наружной обшивки, подкрепленное
частой клеткой продольных стрингеров и шпангоутов, меньше подвержено
вмятинам, чем удлиненное поле обшивки, ограниченное только двумя
шпангоутами. Благодаря применению продольной системы набора для
корпусов быстроходных глиссирующих катеров, можно принять меньший
запас прочности листов наружной обшивки по отношению к пределу
текучести металла, чем это допускается у обычных водоизмещающих
судов. Если при очень высоких динамических нагрузках на волнении
напряжения в листах наружной обшивки действительно превысят предел
текучести, то появится остаточная деформация листов. Однако
опасность образования трещин, особенно в стальной обшивке, в
большинстве случаев еще довольно далека, хотя появившиеся вмятины
заметны. Они выделялись бы намного больше при поперечной системе
набора и привели бы к значительному увеличению сопротивления воды
движению катера в отличие от вмятин, места сгибов которых
ориентированы больше в продольном, чем в поперечном направлении.
Таким образом, понятно, почему продольную систему набора применяют в
основном для быстроходных катеров. При проектировании конструкции
последних принимают более низкие коэффициенты запаса прочности,
чтобы получить желаемую экономию в массе.
Корпуса с продольной системой набора обычно строят в нормальном
положении на стапеле. Из металла изготовляют, как правило, катера
больших размерений, которые нерентабельно строить из пластмасс.
Корпуса таких катеров имеют большое количество днищевых связей,
фундаментов и цистерн. В этом случае удобно осуществлять
предварительную сборку узлов в днищевые секции и эти заранее
собранные секции монтировать на стапеле. Часто отдельные основные
шпангоутные рамы собирают вместе с днищевыми секциями. При
дальнейшей установке рамных шпангоутов они служат контрольными
точками для выравнивания всего набора.
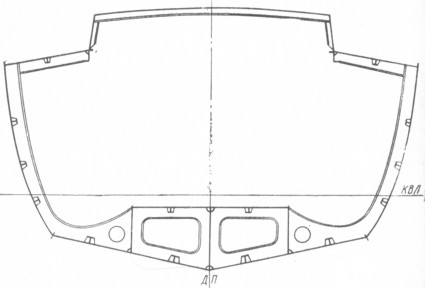
Рамные шпангоуты при продольной системе набора не гнут, как обычные
шпангоуты из профилей, а сваривают из отдельных частей, вырезанных
из листовой стали с привариваемым пояском из полосы (рис. 95).
Разметку отдельных частей шпангоута производят по обычным деревянным
шаблонам или с помощью автоматической газовой горелки. Сборку частей
и гибку сплошного плоского профиля выполняют по теоретическому
чертежу на плазе.
Рис. 95 Конструктивный "мидель-шпангоут"
моторной яхты с продольной системой набора.
Сплошные и интеркостельные продольные связи, поперечные переборки
и подобные соединительные детали вырезают также по соответствующим
шаблонам с плаза. Балки фундаментов для двигателей, выгородки
днищевых цистерн и прочих днищевых объемных конструкций, как и при
постройке корпуса ' с поперечной системой набора, собирают обычно на
соответствующих устройствах в положении килем вверх.
После установки днищевых секций собранные заранее в отдельные узлы
рамные шпангоуты закрепляют на стапеле, выравнивают и затем
сваривают. На ряде верфей, работающих по прогрессивной технологии,
заготовленные узлы рамных шпангоутов собирают в бортовые секции, в
которых можно сваривать все швы. Сборку палубы выполняют на бетонном
полу или плоском металлическом стенде, если палуба не имеет
седловатости, а только небольшую погибь бимсов.
Установку и рихтовку рамных шпангоутов выполняют с чрезвычайной
тщательностью, так как свободные концы рамных шпангоутов при монтаже
бортовой секции на днищевые секции должны точно совпадать с
положением днищевых флоров.
Разработать технологический метод сборки корпуса из небольших секций
- первоочередная задача высокоспециализированных верфей по постройке
яхт. Часто здесь осуществляют сборку целых поперечных отсеков -
блоков в несколько метров длиной, как это принято в крупном
судостроении.
Продольные стрингеры состоят обычно из угольников или Т-образных
профилей. Их укладывают в подготовленные заранее вырезы рамных
шпангоутов, крепят струбцинами и затем по верхнему фланцу сваривают
с полками рамных шпангоутов. В плоских днищевых и бортовых секциях
стрингеры удается уложить без затруднений. Только в районе носовой
оконечности стрингеры необходимо подвергать гибке, в процессе
которой напряжения в материале становятся выше предела текучести.
Чаще всего стрингер можно изогнуть непосредственно по шпангоутам
после предварительного нагрева внутреннего фланца профиля. Если
требуется более значительная гибка, то неизбежно применение
шаблонов, снятых с соответствующих разверток или с борта, и
использование специального оборудования. Все другие процессы, такие,
как обшивка, сварка и судостроительные доделочные работы, ведут так,
как это было описано выше.