Пособие по работе с различными металлами, обработка
металлов, ковка, рубка, резка, гибка, сверление, шлифовка, инструменты
для слесарных работ, художественные работы с металлом
Дата обновления
29.08.2016
Слесарные работы, работа с металлом, навыки работы, чеканка, литье
из чугуна
поддержка
проекта:
разместите на своей странице нашу кнопку!И
мы разместим на нашей странице Вашу кнопку или ссылку. Заявку
прислать на
e-mail
Статистика
Разметка деталей без перекантовки
Характерной деталью для разметки без перекантовки является
корпус подшипника, на котором весь процесс разметки выполняется с
одной установки. Для разметки берется деталь, подготовленная ранее
при выполнении упражнения (см. рис. 271, а). Прежде чем приступить к
разметке, изучают приемы работы вертикальной сдвоенной измерительной
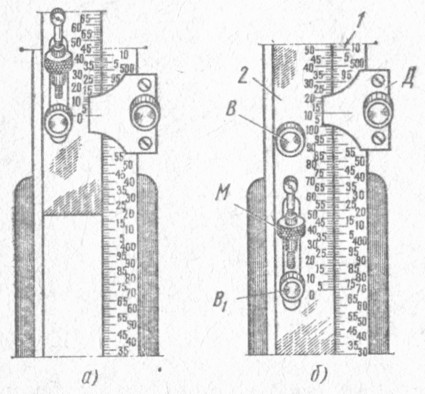
линейкой (рис. 278). При выполнении разметочных работ эту линейку
используют для откладывания на заготовках вертикальных размеров, а
также для их точного складывания и вычитания.
Она состоит из двух измерительных линеек. Неподвижная линейка 1
укреплена на основании так, что ее нулевое деление точно совпадает с
поверхностью разметочной плиты. Подвижная линейка 2 передвигается по
боковой грани неподвижной линейки по всей ее длине. На неподвижной
линейке имеется движок Д с тонкой чертой, который может перемещаться
по всей длине линейки; он предназначен для фиксации начального
исходного размера от плоскости плиты до базы разметки.
Установку неподвижной линейки на размер против черты движка
выполняют в два приема.
1. Предварительно устанавливают на размер и закрепляют винтом В
подвижную линейку.
2. Микрометрическим винтом М точно устанавливается необходимое
деление подвижной линейки и окончательно закрепляется винтом flj.
Прием установки и пользования вертикальной линейкой на сложение
размеров (рис. 278, а) заключается в следующем.
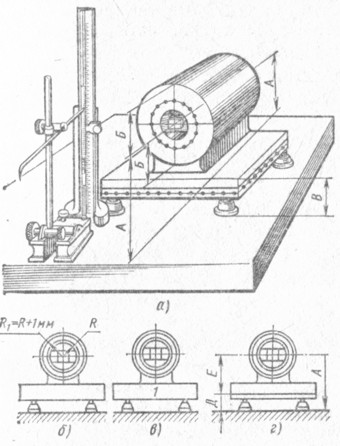
1. Иглу рейсмуса устанавливают в центр заготовки и определяют размер
А (рис. 279, а) от поверхности плиты на неподвижной линейке.
2. Движок Д передвигают так, чтобы его черта точно совпала с
установленным размером А.
3. Точно под черту движка подводят нулевое деление подвижной
линейки.
4. Отсчитав по подвижной линейке размер Б и установив на этот же
размер иглу рейсмуса, получают сложение размеров А + Б (рис. 279, а)
без дополнительных расчетов.
Прием установки и пользования вертикальной линейкой на вычитание
размеров (рис. 278, б) заключается в следующем.
1. Черту движка устанавливают на неподвижной линейке по размеру А.
2. К. черте движка Д передвигают деление подвижной линейки,
соответствующее размеру Б, и тогда нулевое деление подвижной линейки
укажет на шкале неподвижной линейки разность в размерах А - Б.
Рассмотрим последовательность разметки корпуса подшипника по
чертежу.
1. На двух торцовых поверхностях наносят по две окружности; одну
радиусом R и другую (контрольную) радиусом Rx - R + 1 мм (рис. 279,
б).
Рис. 278. Отсчет размеров по вертикальной
сдвоенной линейке: а - при сложении размеров; б - при вычитании
размеров
Рис. 279. Разметка корпуса подшипника без
перекантовки: а - установка корпуса на плите; б-г --
последовательность разметки
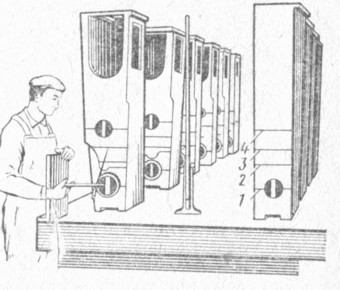
Рис. 240. Разметка партии корпусных деталей
одним рейсмусом
2. С помощью чертилки и угольника через центры отверстий проводят
вертикальные риски 1 (рис. 279, в).
3. Иглу рейсмуса устанавливают на размер по вертикальной линейке и
на четырех боковых поверхностях основания подшипника наносят риску
на размер Д - А - Е (рис. 279, г).
4. Накернивают основные риски разметки.
Качество разметки проверяют по четкости выполнения рисок и яп
соответствию размеров данным
чертежа.
Кроме отдельных объектов, разметку выполняют одновременно на партии
деталей (рис. 280).
Учебное задание содержит разметку партии корпусных деталей одним
рейсмусом.
1. Корпусные детали устанавливают на разметочной плите на
определенном расстоянии друг от друга, чтобы можно вести разметку
рейсмусом каждой детали.
2. Иглу рейсмуса устанавливают на определенный размер по чертежу для
нанесения риски 1.
3. По установленному размеру последовательно на всех деталях наносят
горизонтальные риски 1.
4. Иглу рейсмуса устанавливают на размер для нанесения рисок 2 и
последовательно наносят их на всех деталях.
5. В таком же порядке и последовательности выполняют нанесение
горизонтальных рисок 3, 4.
6. Вертикальные риски наносят с помощью угловой приставки.
Выполняя разметку, периодически проверяют чертилку на установленный
размер.