Пособие по работе с различными металлами, обработка
металлов, ковка, рубка, резка, гибка, сверление, шлифовка, инструменты
для слесарных работ, художественные работы с металлом
Дата обновления
28.08.2016
Слесарные работы, работа с металлом, навыки работы, чеканка, литье
из чугуна
поддержка
проекта:
разместите на своей странице нашу кнопку!И
мы разместим на нашей странице Вашу кнопку или ссылку. Заявку
прислать на
e-mail
Статистика
Лужение металлических деталей
Процесс лужения состоит в покрытии поверхностей тонким
слоем сплава, предохраняющего детали от окисления и коррозии. Этот
слой сплава называется полудой. Для полуды подбирают соответствующий
припой.
Поверхность детали готовят к лужению. Ее очищают от грязи и ржавчины
механическим или химическим способом.
При механическом способе поверхность детали обрабатывают до чистого
металлического блеска напильником, стальной или волосяными щетками
со смоченным песком. Химическая чистка применяется как для
обезжиривания, так и для очистки детали от окислов.
Обезжиривание проводится в водном растворе каустической соды (на
литр воды берут 100 г соды) в такой последовательности:
1. Указанный раствор наливают в металлическую посуду и нагревают его
до кипения.
2. В нагретый обезжиривающий раствор погружают деталь на 10-15 мин.
3. Вынимают деталь, промывают ее в теплой воде и просушивают.
Для проверки обезжиривания на поверхность детали наносят
несколько капель чистой воды (если капли растекаются, то поверхность
обезжирена).
Травление производят в водном растворе соляной кислоты (на 100 г
кислоты берут 300 г воды).
1. В чистую стеклянную, фарфоровую или эмалированную посуду наливают
чистую воду, а затем тонкой струйкой, непрерывно помешивая палочкой,
вливают кислоту.
2. Деталь погружают в кислотную ванну на 10-15 мин до полного
очищения ее от грязи и коррозии.
3. Деталь вынимают из ванны, промывают в воде и просушивают.
Чтобы избежать ожогов от кислоты, работу по травлению необходимо
производить в защитных очках и резиновых перчатках.
Рассмотрим приемы и способы лужения. Лужение путем нагревания
изделий и распределение полуды растиранием производятся в следующем
порядке.
1. На место, очищенное для лужения, помазком из пакли или волосяной
кистью наносят слой хлористого цинка.
2. Поверхность лужения равномерно нагревают до температуры плавления
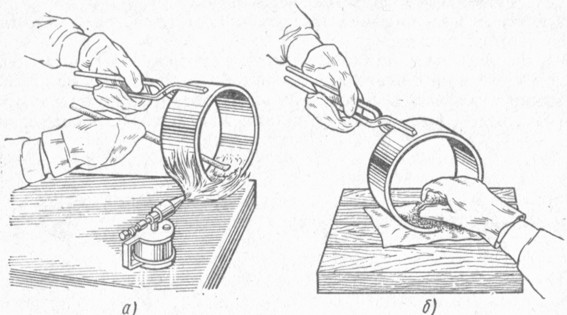
полуды, наносимой от прутка (рис. 266, а).
Рис. 266. Прием лужения методом растирания
полуды: а - нагрев детали; б - растирание полуды
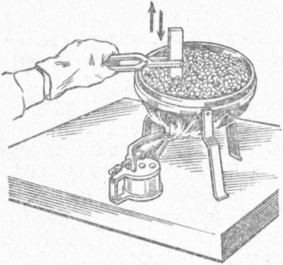
Рис. 267. Прием лужения методом погружения в
расплавленную полуду
4. После нагрева детали разогретую поверхность растирают паклей,
распределяя полуду тонким равномерным слоем (рис. 266, б). Затем
нагревают и облуживают последующие участки.
5. После окончания лужения деталь промывают в воде и сушат в
древесных опилках.
Лужение путем погружения изделий в расплавленную полуду (рис. 267)
производят в следующей последовательности.
1. В пламя паяльной лампы на прочной подставке устанавливают чистую
металлическую посуду, куда закладывают и где расплавляют полуду,
насыпая на поверхность маленькие кусочки древесного угля (для
устранения окисления полуды). Плавление полуды можно производить и в
электротигле.
2. Очищенную деталь погружают в раствор хлористого цинка для
нанесения на поверхность слоя флюса.
3. Медленно погружают деталь в расплавленную полуду (рис. 267).
Как только вся поверхность детали
будет погружена, ее задерживают в полуде до прогрева, затем вынимают
из ванны и быстро встряхивают. Для снятия излишка и равномерного
распределения полуды поверхность детали обтирают паклей, обсыпанной
порошкообразным нашатырем.
После лужения деталь промывают в воде и сушат в древесных опилках.
Качество лужения проверяют внешним осмотром на равномерность
распределения полуды и отсутствие непролуженных мест.