Пособие по работе с различными металлами, обработка
металлов, ковка, рубка, резка, гибка, сверление, шлифовка, инструменты
для слесарных работ, художественные работы с металлом
Дата обновления
28.08.2016
Слесарные работы, работа с металлом, навыки работы, чеканка, литье
из чугуна
поддержка
проекта:
разместите на своей странице нашу кнопку!И
мы разместим на нашей странице Вашу кнопку или ссылку. Заявку
прислать на
e-mail
Статистика
Выбор марки припоя
Припой является сплавом нескольких металлов, хорошо
растекается по поверхности, надежно сцепляется с металлом и обладает
сравнительно низкой температурой плавления.
Мягкие припои рекомендуется применять в следующих случаях:
ПОС-90 Для лужения и пайки посуды и тары в пищевой промышленности и
медицинской аппаратуры
ПОС-40.....Для лужения и пайки электроаппаратуры и деталей из
оцинкованного железа с герметичным швом
ПОС-30 .... Для пайки цинка, оцинкованного железа, стали, латуни,
меди и лужения подшипников
ПОС-10.....Для лужения и пайки контактных поверхностей электрических
приборов, аппаратов и реле
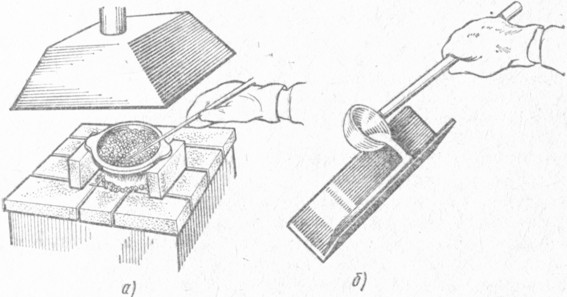
Рис. 261. Подготовка припоя: а -
расплавление припоя на горне; б - разлив припоя на прутки
Приготовление припоя. Широко распространенным мягким припоем
является оловянно-свинцовый сплав ПОС-ЗО. При необходимости
заготовка и литье припоя производятся в отдельном помещении,
оборудованном общей вентиляцией и местными вытяжками, защищающими
рабочих от вредного действия паров и газов, выделяющихся во время
работы.
1. Тигель или стальной ковш очищают от грязи и коррозии, прочно
устанавливают на подставку в горне, оборудованном вытяжным зонтом
(рис. 261, a).
2. Нагревая ковш, испаряют влагу, затем закладывают и расплавляют
более тугоплавкий металл (свинец). После этого в расплавленный
свинец вводят небольшими порциями олово до полного расплавления.
3. Для предохранения расплавленного сплава от выгорания и окисления
во время плавления на его поверхность насыпают истолченный древесный
уголь.
4. Для получения однородной массы сплав перемешивают. Когда припой
полностью расплавлен, с его поверхности удаляют шлак и разливают
припой в формы.
Сокращение ПОС расшифровывается так: П - припой, ОС -
оловянно-свинцовый. Число показывает содержание олова в процентах.
5. При разливке в качестве формы обычно используют угловую сталь
с чистой сухой поверхностью. Припой разливают прутками небольшого
сечения длиной 300-500 мм (рис. 261, б). Во избежание ожогов
брызгами расплавленного сплава разливка производится в защитных
очках и рукавицах.
Твердые готовые припои рекомендуется применять в следующих случаях:
ПМЦ-36.....Для пайки латуни, содержащей до 68 % меди
ПМЦ-48 .... Для пайки медных сплавов, содержащих свыше 68 % меди
ПМЦ-54 , , , . Для пайки меди, бронзы и стали
ПСр-72.....Для пайки железопикелевого сплава; лужения и пайки меди,
никеля, латуни и бронзы
ПСр-70.....Для пайки титана и титановых сплавов с коррозионностойкой
сталью
ПСр-25.....Для пайки мели с бронзой, меди с медью, бронзы с бронзой
Сокращение ПМЦ расшифровывается так: П - припой, МЦ -
медно-цинковый. Цифры обозначают содержание меди в процентах.
Сокращение ПСр означает припой серебряный, цифры - содержание
серебра в процентах.