Пособие по работе с различными металлами, обработка
металлов, ковка, рубка, резка, гибка, сверление, шлифовка, инструменты
для слесарных работ, художественные работы с металлом
Дата обновления
25.08.2016
Слесарные работы, работа с металлом, навыки работы, чеканка, литье
из чугуна
поддержка
проекта:
разместите на своей странице нашу кнопку!И
мы разместим на нашей странице Вашу кнопку или ссылку. Заявку
прислать на
e-mail
Статистика
Доводка поверхностей
Доводка - это окончательная стадия притирки поверхностей по
заданным размерам с получением точной формы обрабатываемых
поверхностей. При обработке поверхностей доводкой получают размеры с
точностью до 0,1 мкм и зеркальную поверхность. Эта операция является
сложной и требует от работающего настойчивости и терпения.
Доводку выполняют на поверхностях, предварительно обработанных
шлифованием. Припуск на доводку составляет 1-2 мкм.
Для предварительной и окончательной доводки применяют такие же
абразивные порошки и пасты, как и для притирки. Чтобы получить
зеркальную поверхность, используют тонкую пасту ГОИ, крокус, а также
окись хрома или алюминиевую пудру, разведенные в бензине. Кроме
того, зеркальную поверхность можно получить с помощью притира с
остатками абразивного порошка от предыдущей доводки с применением
смазочного материала.
Доводка и притирка состоят из аналогичных, последовательно
выполняемых рабочих приемов, повторяемых до полной обработки
поверхностей детали. При доводке необходимо:
а) правильно распределять прилагаемое усилие, иначе могут получиться
поверхности неправильной формы;
б) не делать сильного нажима на деталь, выполняя движение с малой
скоростью, что обеспечивает получение обрабатываемой поверхности
малой шероховатости. При сильном нажиме на деталь от большого трения
под действием тепла может возникнуть коробление тонких деталей и
изменение размеров;
в) при работе с абразивными порошками по притиру делать не более
12-15 движений, а при работе пастами - не более восьми- десяти
движений, после чего притирочный материал заменять новым; в процессе
доводки необходимо соблюдать последовательность применения грубых,
средних и тонких порошков;
г) периодически осуществлять контроль за качеством обрабатываемых
поверхностей в зависимости от конфигурации изделия, проверяя:
прямолинейность поверхностей лекальной линейкой; параллельность
плоскостей микрометром или индикатором; величину углов угольником,
угломером, шаблонами и угловыми плитками; заданный профиль детали
шаблоном; линейные размеры штангенциркулем, микрометром и
плоскопараллельными плитками; перпендикулярность рабочие
поверхностей лекальным угольником; шероховатость зеркальной
поверхности - на глаз.
Учебное задание 1 состоит в доводке плоских поверхностей на плите.
При изготовлении угольников, лекальных линеек, шаблонов, скоб и
других изделий весьма ответственной операцией является доводка
прямолинейных измерительных поверхностей. В данном задании
рассматривается доводка узких граней поверочного угольника для
получения прямолинейности, точности сопряжения под углом 90° и
параллельности.
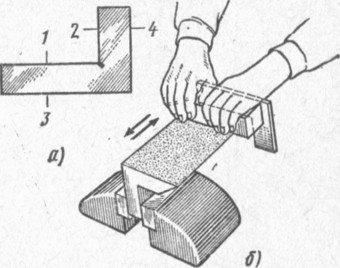
Рис. 249. Доводка внутреннего ребра
угольника: а - угольник; б - прием работы
До выполнения задания заготовка угольника прошла механическую
обработку, включая термическую, рихтовку и предварительную притирку.
1. Тщательно подготавливают притир для сухой или мокрой доводки.
При сухой доводке абразивный порошок наносят на поверхность плоского
притира тряпочным тампоном, как бы припудривая и равномерно
распределяя его по всей поверхности притира. Притир шаржируют
закаленным валиком или кубиком. Не допускается вдавливание зерен
абразивного порошка в притир из-за дробления зерен.
Для мокрой доводки притирочную абразивную массу наносят на плоский
притир равномерным и очень тонким слоем. Большее количество
притирочного материала не обеспечивает плотного прилегания трущихся
поверхностей, снижает качество и производительность.
При доводке используют смазочный материал.
2. На плоскость притира устанавливают брусок, к одной стороне
которого прикладывают широкую плоскость угольника, прижимая его
большими пальцами рук так, чтобы его узкая грань 1 (рис. 249, а)
плотно прилегала к плоскости притира.
3. Удерживают двумя руками угольник вместе с направляющим бруском и
передвигают вдоль плоскости притира, выполняя предварительную
доводку (рис. 249, б).
Во время доводки надо осуществить равномерное движение и одинаковое
несильное придавливание угольника к притиру, чтобы избежать
неравномерного изнашивания поверхности притира.
4. Шаржирование притира чередуют с доводкой и проверкой качестве
поверхности до тех пор, пока обрабатываемая поверхность не примет
чистый матовый полузеркальный вид.
5. Выполняют окончательную доводку грани 1, применяя пасту ГОИ или
корпус до образования чистой зеркальной поверхности, с проверкой
плоскости лекальной линейкой.
6. Повторяют приемы, рассмотренные в пп. 1-4, доводят грань 2
внутреннего угла угольника с проверкой плоскостей 1 и 2 поверочным
угольником с углом 90°.
7. В такой же последовательности выполняют доводку наружных граней 3
и 4
8. Доводку чередуют с проверкой прямолинейности граней лекальной
линейкой, расположения граней 3 и 4 поверочным угольником и
параллельности граней 1 и 3, 2 и 4 микрометром или индикатором. Для
достижения параллельности и внешнего угла 90° при доводке наибольший
нажим делают на завышенную часть поверхности грани; перед проверкой
все поверхности протирают тряпкой начисто
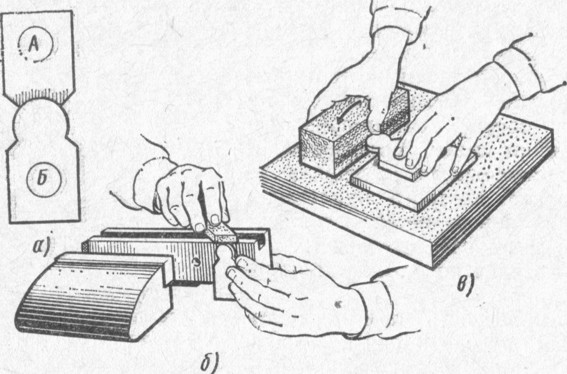
Учебное задание 2 состоит в доводке радиусных поверхностей на
примере доводки криволинейных поверхностей радиусного шаблона и
контршаблона. Прежде чем приступить к доводке радиусных поверхностей
шаблона, надо выбрать первую обрабатываемую Поверхность. Более точно
можно выполнить доводку шаблона А с вогнутой поверхностью, применяя
в качестве притира контрольный валик (рис. 250, а). Для устойчивого
положения шаблона под углом 90° используют призму.
Рис. 250. Доводка контршаблона: а - шаблон и
контршаблон; б - предварительная доводка выпуклой поверхности
контршаблона; в - окончательная доводка выпуклой поверхности
контршаблона
Доводку радиусного шаблона А с вогнутой поверхностью выполняют в
такой последовательности.
1. Подготавливают круглый притир.
2. Притир зажимают в тисках через алюминиевые или медные нагубники
так, чтобы обеспечить свободное перемещение призмы и шаблона на
большой длине притира.
3. Обхватывают пальцами рук призму с шаблоном (рис. 250, б),
прижимают его к притиру и осуществляют поступательно-возвратные
движения призмы по инструменту, выполняют предварительную доводку
вогнутой поверхности шаблона. Для обеспечения равномерного
изнашивания поверхности притира периодически надо смещать призму по
окружности на некоторый угол.
4. Доводку чередуют с периодическим контролем формы поверхности без
следов от доводки и отсутствия деформации плоскостей.
Для окончательной точной доводки на круглый притир наносят
соответствующий притирочный материал, повторяя прием предварительной
доводки. При этом для получения чистой зеркальной поверхности
уменьшают скорость движения и давление на деталь в процессе доводки.
Работу заканчивают, когда доводимая поверхность будет иметь чистый
зеркальный вид, а также при отсутствии просвета но всей длине
обрабатываемой поверхности.
Последовательность выполнения доводки контршаблона Б с выпуклой
поверхностью состоит в следующем.
1. Наметку зажимают в тисках с нагубниками.
2. Выполняют предварительную доводку выпуклой поверхности
контршаблона. Левой рукой прижимают контршаблон к боковой плоскости
наметки, сдвигая его выпуклой поверхностью вверх до соприкосновения
с бруском; удерживая брусок правой рукой в плотном соприкосновении с
плоскостью наметки, сообщают бруску возвратно-поступательные
движения (как при опиливании). Движение бруска сочетают с поворотом
контршаблона левой рукой для доводки всей выпуклой поверхности.
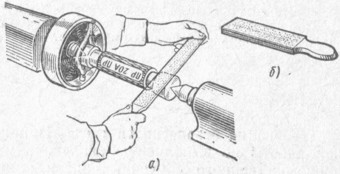
Рис. 251. Доводка наружных цилиндрических
поверхностен плоским притиром: а - прием работы; б - плоский притир
3. Выполняют окончательную доводку контршаблона Б на плите
(прямоугольным притиром с точным углом 90"): а) контршаблон кладут
на плоскопараллельную плитку так, чтобы обрабатываемая поверхность
выступала за край плитки (рис. 250, в); б) левой рукой контршаблон с
плиткой прижимают к плите, а правой рукой двигают подготовленный
притир по плите: совершая возвратно-поступательные криволинейные
движения притиром по выпуклой кромке контршаблона, выполняют
окончательную доводку; в) окончательную доводку чередуют с проверкой
шероховатости обрабатываемой поверхности и проверкой на просвет
выпуклого контура по шаблону А.
Для проверки шаблон А и контршаблон Б кладут на плоскость стекла,
шаблон вставляют в контршаблон до совмещения профилей и контролируют
качество доводки на отсутствие просвета. Завершают доводку, когда
обрабатываемая поверхность будет иметь чистый зеркальный вид и
отсутствие просвета по всей длине доводимой поверхности.
Для получения навыка по доводке наружных цилиндрических поверхностей
в качестве объекта учебного задания может быть выбран бракованный
калибр-пробка, притиром будет кольцо-притир. Кроме того, применяют
плоские притиры (рис. 251, б), которые изготовляют из мягкого
чугуна. Рабочие плоскости притира шлифуют и доводят на плите с
мелкими абразивными порошками.
Во время доводки плоским притиром работают как напильником,
накладывая его на вращающуюся деталь, осуществляя горизонтальные
движения вперед и назад и равномерно передвигая его по поверхности
детали (рис. 251, а). Доводку выполняют на токарных станках, где
окружная скорость детали не должна превышать 6-10 м/мин.