Пособие по работе с различными металлами, обработка
металлов, ковка, рубка, резка, гибка, сверление, шлифовка, инструменты
для слесарных работ, художественные работы с металлом
Дата обновления
25.08.2016
Слесарные работы, работа с металлом, навыки работы, чеканка, литье
из чугуна
поддержка
проекта:
разместите на своей странице нашу кнопку!И
мы разместим на нашей странице Вашу кнопку или ссылку. Заявку
прислать на
e-mail
Статистика
Притирка узких плоских поверхностей с
применением приспособлений
Для придания деталям с узкими гранями правильной формы с
необходимым качеством поверхности применяют слесарную операцию -
притирку.
Для обработки деталей различной формы применяют различные притиры
(рис. 241).
Небольшие притиры в виде угольника, бруска, призмы или валика обычно
укрепляют в тисках. В процессе притирки для придания детали
устойчивого и перпендикулярного положения применяют точные
приспособления в форме куба, бруска или призмы (рис. 241, а, в, г).
Данное упражнение состоит из двух учебных заданий.
Учебное задание 1 по притирке внешних узких плоскостей шаблона
выполняется в следующей последовательности.
1. Рабочую поверхность плиты и обрабатываемую плоскость шаблона
смачивают керосином, после чего тщательно протирают тряпкой.
2. Вторично слегка смочив поверхность притира керосином, на притир
наносят грубую пасту ГОИ и распределяют ее ровным слоем по всей
поверхности притира.
3. На плоскость притира устанавливают чугунный брусок, к одной
стороне которого прикладывают широкую плоскость шаблона так, чтобы
его узкая наружная грань плотно прилегала к плоскости притира (рис.
242, б).
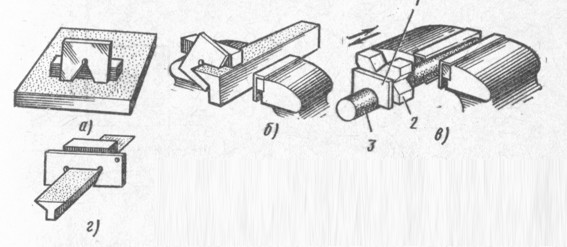
Рис. 241. Притиры для притирки узких плоскостей:
а - притирочные плиты; б - притиры в форме угольников; в - притиры в
виде валика; 1 - шаблон; 2 - призма; 3 - притир; г - притир сложной
формы
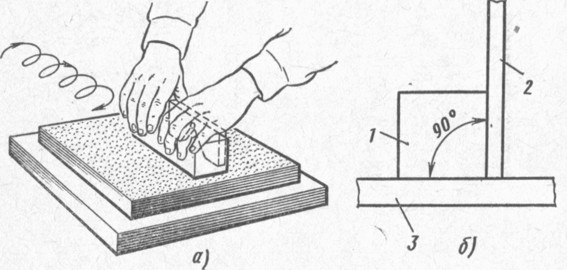
Рис. 242. Притирка узкой грани шаблона: а -
прием работы; б - положение бруска и шаблона при притирке; 1 -
брусок; 2 - шаблон; 3 - притир
4. Прижимая шаблон большими пальцами рук к бруску, осуществляют
круговые движения по всей плоскости притира, выполняют
предварительную притирку (рис. 242, а).
Во время притирки надо так прижимать шаблон к бруску, чтобы он не
отходил от бруска, но имел возможность по мере притирки перемещаться
вниз по бруску. Во избежание неравномерного изнашивания поверхности
бруска и нарушения прямоугольности его сторон нажим на него не
должен быть сильным.
5. Выполнив восемь-десять круговых движений детали с бруском,
сработанную притирочную массу, имеющую темно-бурый оттенок, удаляют
с плоскости притира тряпкой, смоченной в керосине, а затем наносят
свежий слой пасты.
6. Притирку чередуют с нанесением свежей пасты до получения сплошной
матовой поверхности.
7 Выполняя приемы, указанные в пп. 1-6, предварительно притирают
остальные узкие внешние плоскости шаблона.
8. Притираемые плоскости проверяют лекальной линейкой, а
расположение их под углом 90° - поверочным угольником с узкими
ребрами.
9. На плиту наносят среднюю пасту ГОИ и в такой же
последовательности производят чистовую притирку всех внешних
плоскостей шаблона до образования на них чистой матовой поверхности.
10. После окончания притирки оставшуюся часть пасты смывают
керосином и все плоскости шаблона протирают начисто.
Учебное задание 2 состоит в притирке узкой вогнутой криволинейной
поверхности радиусного шаблона пастой ГОИ. Последовательность
выполнения этого задания ничем не отличается от последовательности
притирки узких плоскостей.
В качестве притира здесь применяют круглый валик, точно
соответствующий заданному радиусу шаблона. Для устойчивого и
перпендикулярного положения шаблона на притире используют призму
(рис. 243). Притирку проводят сначала грубой, а затем средней пастой
ГОИ. Заканчивают обработку, когда притираемая поверхность примет
ровный матовый вид.