Пособие по работе с различными металлами, обработка
металлов, ковка, рубка, резка, гибка, сверление, шлифовка, инструменты
для слесарных работ, художественные работы с металлом
Дата обновления
25.08.2016
Слесарные работы, работа с металлом, навыки работы, чеканка, литье
из чугуна
поддержка
проекта:
разместите на своей странице нашу кнопку!И
мы разместим на нашей странице Вашу кнопку или ссылку. Заявку
прислать на
e-mail
Статистика
Распиливание и припасовка шаблона и
контршаблона типа ласточкина хвоста
Данное упражнение содержит более сложное учебное задание по
изготовлению шаблона и контршаблона типа ласточкина хвоста.
Выполнение упражнений целесообразней начать с изготовления
контршаблона, так как точность его обрабатываемых плоскостей и углов
проверить легче, чем у шаблона. Перед работой необходимо изучить
чертеж, правильно подобрать напильники по форме сечения, видам
насечек и длине.
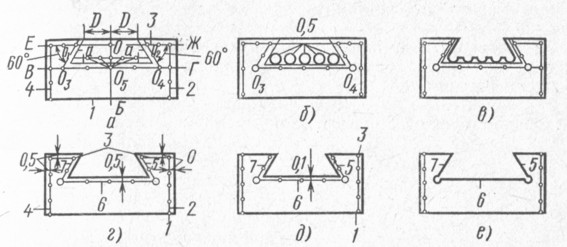
Рис. 233. Последовательность обработки
контршаблона
1. Размечают и отрезают ножовкой две заготовки из листовой стали
по размерам чертежа с припуском на дальнейшую обработку 1-2 мм на
сторону.
2. У каждой заготовки опиливают начисто широкую и узкую стороны.
Обработанные стороны принимают за базу (рис. 233, а и 234, а).
3. Разметку шаблона и контршаблона выполняют по чертежу одновременно
на соответствующих заготовках (рис. 233, а и 234, а).
4. В точках 0г и 02 (рис. 233, б) ив точках 03 и 04 (рис. 234, б)
сверлят отверстия диаметром 1,5-2 мм. Эти отверстия необходимы для
высококачественной обработки углов.
5. В точке O1 сверлят отверстия диаметром не более 5 мм для удаления
лишнего металла (рис. 234, б). В зависимости от ширины "ласточкина
хвоста" число отверстий надо брать таким, чтобы между ними
получились тонкие перемычки. После этого переходят к расчлененной
обработке шаблона и контршаблона.
Дальнейшая обработка контршаблона состоит в следующем. 1. Удаляют
лишний металл из угловых выемок, вырезая его ножовкой (рис. 233, в),
оставляя припуск на обработку 1 мм.
2. Предварительно опиливают стороны 2-4 (рис. 233, г) и плоскости
5-8, расположенные под углами, не доходя до риски 0,5 мм.
3. Окончательно опиливают сторону 3 параллельно стороне 1 и начисто
зачищают ее под размер (рис. 233, д).
4. Распиливают стороны 5, 6 и 7, 8 с припуском на дальнейшую
обработку 0,1 мм (рис. 233, д), соблюдая последовательность
обработки и проверки:
а) сначала распиливают стороны 5 и 8 (рис. 235) и проводят три
проверки: 1) на прямолинейность сторон - лекальной линейкой;
2) на перпендикулярность к боковой плоскости - по угольнику;
3) на параллельность сторон 5 и 8 стороне 1 - микрометром;
б) последовательно распиливают стороны 6 и 7 с первой и второй
проверками, рассмотренными в предыдущем пункте, и дополнительной
проверкой угла по шаблону на просвет.
5. Окончательно обрабатывают продольным штрихом стороны 5-8 с
проверкой плоскости и углов по данным чертежа (рис. 233, ё).
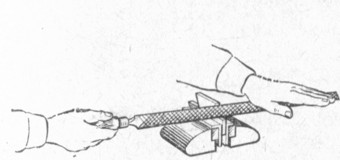
Рис. 237. Прием опиливания шаблона и
контршаблоиа с применением рамки
При окончательной обработке поверхностей опиливанием используют
надфили соответствующего профиля.
Дальнейшая обработка шаблона заключается в следующем.
1. По контрольным рискам делают два прореза ножовкой с выходом в
отверстия, а затем круглым напильником распиливают перемычки между
отверстиями для удаления лишнего металла (рис. 234, в).
2. Предварительно опиливают наружные стороны 2-4, а затем
распиливают (рис. 236) внутренние стороны 5-7, не доходя 0,5 мм до
риски (см. рис. 234, г).
3. Окончательно личным напильником опиливают сторону 3 параллельно
стороне 1 с проверкой на прямолинейность, перпендикулярность и
параллельность * (см. рис. 234, д).
4. Затем распиливают напильником стороны 5-7 с припуском на
дальнейшую обработку 0,1 мм с периодической проверкой всех сторон на
прямолинейность, перпендикулярность к боковой стороне (см. рис. 234,
ё). Параллельность сторон 1 и 6 контролируют штангенциркулем, а углы
- контрольным шаблоном.
5. Припасовывают шаблон к контршаблону:
а) шаблон накладывают на контршаблон и с небольшим усилием нажимают
на него;
б) проверяют плотность соединения плоскостей и углов на просвет;
процесс подгонки чередуют с накладыванием шаблона на контршаблон,
определяя на просвет несколько раз до тех пор, пока шаблон без
большого усилия войдет в контршаблон с перекантовкой.
6. После окончания припасовки выполняют окончательную обработку
наружных поверхностей под размер.
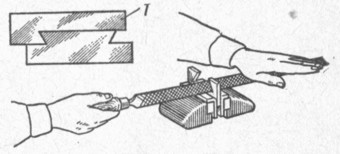
Для повышения производительности труда и точной обработки узких
поверхностей шаблона и контршаблона можно использовать
приспособление - цельную рамку.
Применяя в работе это приспособление, выполняют следующее.
1. На обрабатываемых заготовках наносят разметку всего контура
шаблона и контршаблона по чертежу.
2. Устанавливают заготовку в рамке обрабатываемой стороной вверх,
предварительно закрепляют ее по риске винтами.
3. Точно выверяют установку заготовки в рамке так, чтобы
прочерченная риска разметки точно совпала с рабочей верхней
плоскостью приспособления.
4. Рамку с заготовкой зажимают в тисках.
5. Берут в руки напильник, встают в рабочее положение и
предварительно опиливают напильником выступающую часть кромки
заготовки, не доходя 0,3-0,5 мм до рабочих поверхностей рамки (рис.
237).
При опиливании надо соблюдать строгую параллельность движений
напильником по отношению к верхней рабочей плоскости приспособления.
Выступающие кромки заготовки окончательно опиливают заподлицо с
плоскостью приспособления. При этом необходимо пользоваться старыми
напильниками, так как при соприкосновении насечки напильника с
закаленными поверхностями приспособления напильник притупляется.
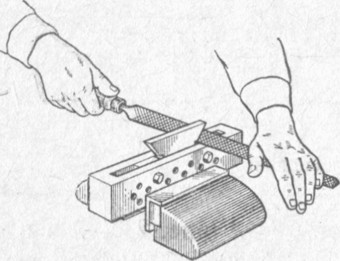
Опиливание заканчивают, когда напильник перестанет снимать слой
металла с обрабатываемой плоскости и будет скользить по всей
поверхности.
7. Для опиливания второй и последующих кромок заготовку переставляют
и закрепляют в новом положении так, чтобы размеченная риска точно
совпала с рабочей поверхностью рамки.
Последовательность приемов и способов опиливания остается такой же,
как рассмотрено выше.