Пособие по работе с различными металлами, обработка
металлов, ковка, рубка, резка, гибка, сверление, шлифовка, инструменты
для слесарных работ, художественные работы с металлом
Дата обновления
23.08.2016
Слесарные работы, работа с металлом, навыки работы, чеканка, литье
из чугуна
поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Статистика
Шабрение параллельных плоскостей
Шабрение параллельных плоскостей является сложной операцией, так
как в этом случае следует выдержать прямолинейность параллельность и
определенное положение плоскостей.
При шабрении параллельных плоскостей призмы за базу принимается ее
основание. Весь процесс шабрения параллельных плоскостей выполняется
в следующем порядке.
1. Все плоскости, подлежащие шабрению, проверяют на:
а) соответствие всех размеров чертежу (припуски для шабрения не
должны превышать 0,1 мм, при большем припуске на шабрение плоскости
предварительно опиливают по краске);
б) прямолинейность - с помощью поверочной линейки;
в) перпендикулярность к базовой плоскости - угольником;
г) параллельность плоскостей 1 и 2 - штангенциркулем (рис. 204). 2)
На окрашенную поверхность поверочной плиты накладывают
призму, при этом плоскости 2, подлежащие шабрению, находятся на
плите и двумя-тремя круговыми движениями передвигают призму по
плите.
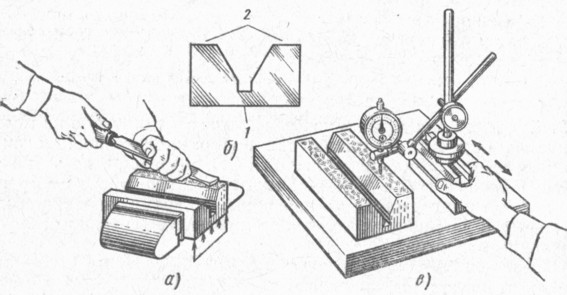
Рис. 204. Шабрение параллельной плоскости: а
- прием работы; б - плоскости, обрабатываемые шабрением; о -
проверка параллельности плоскостей индикатором
3. Призму снимают с плиты и зажимают ее в тисках, имеющих
алюминиевые или медные нагубники.
4. В два перехода пришабривают места, покрытые краской (рис. 204);
а) сначала производят предварительное шабрение (четыре-шесть пятен);
б) вторым проходом выполняют точное шабрение (12-16 пятен).
Во всех переходах процесс шабрения чередуется с проверкой на
краску. Направление движения шабера изменяется после каждого
окрашивания.
5. В конце каждого перехода индикатором проверяется параллельность
плоскостей / и 2; для этого:
а) базу обрабатываемой призмы накладывают на поверочную плиту;
б) на установочной призме размещают индикатор, при этом конец
измерительного стержня должен находиться на высоте призмы;
в) конец измерительного стержня доводят до соприкосновения с краем
одной части плоскости 2 (рис. 204, 6). При атом поворотом наружного
кольца индикатора шкалу устанавливают на нулевое положение по
стрелке прибора;
г) передвигая призму с индикатором вдоль оси обрабатываемой призмы
до конца плоскости (рис. 204, е), но показанию прибора определяют
величину отклонения от параллельности. При отсчете необходимо знать,
что у индикаторов часового типа цена одного деления на большой шкале
равна 0,01 мм, а на малой шкале - 1 мм;
д) аналогично проверяют параллельность второй части плоскости 2,
разделенной угловой выемкой. Индикатор следует перемещать осторожно,
чтобы не изменить его первоначального положения на установочной
призме.
6. Заканчивают шабрение всей плоскости 2, добившись получения 12-16
пятен на площади 25x25 мм2 с контролем прямолинейности линейкой со
щупом, параллельности плоскостей индикатором и проверкой размера
между параллельными плоскостями микрометром.