Пособие по работе с различными металлами, обработка
металлов, ковка, рубка, резка, гибка, сверление, шлифовка, инструменты
для слесарных работ, художественные работы с металлом
Дата обновления
22.08.2016
Слесарные работы, работа с металлом, навыки работы, чеканка, литье
из чугуна
поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Статистика
Нарезание резьбы клуппом
Для нарезания наружной резьбы на стержнях кроме круглых
плашек применяют клуппы с призматическими плашками, которые дают
возможность регулировать диаметр нарезаемой резьбы в больших
пределах, чем разрезными плашками.
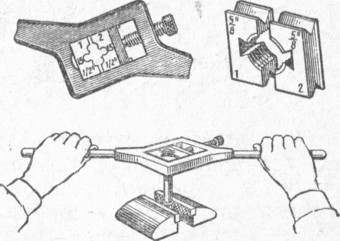
Рис. 188. Прием нарезания наружной резьбы
клуппом
Нарезание резьбы клуппом выполняют в следующей
последовательности.
1. По диаметру, шагу, системе резьбы и номеру клуппа подбирают
раздвижные плашки; плашки и клупп очищают от пыли и грязи. Плашки и
сухарь устанавливают в призматические направляющие клуппа так, чтобы
номера на клуппе и на плашках находились друг против друга (рис.
188). После этого плашки сжимают специальным винтом, установленным
на рамке клуппа.
Наружный диаметр стержня измеряют штангенциркулем и сравнивают с
табличными диаметрами стержней под резьбу. Поверхность нарезаемого
стержня должна быть чистой, без окалины и ржавчины, иначе режущие
кромки плашек сильно изнашиваются.
Если на стержне нет фаски, ее запиливают на торце напильником,
выдерживая одинаковый угол наклона и одинаковую ширину фаски по всей
длине окружности.
После того как на стержне отмерили длину нарезаемой части, болт
(шпильку) зажимают вертикально в тисках.
2. На стержень накладывают клупп с плашками, при этом заборная часть
плашки размещена на фасках на две-три нитки резьбы. Плашки сжимают
винтом, чтобы их резьбовые нитки с некоторым усилием обжали
стержень. При этом плоскость плашек должна быть строго
перпендикулярной к оси болта.
Рабочие поверхности плашек и конец стержня смазывают вареным маслом.
Равномерно, с небольшим усилием нажимая на ручки клуппа, его вращают
по направлению резьбы (на х/2 рабочего оборота в одну сторону и на х/4
оборота в другую сторону). Такое вращение выполняют до тех пор, пока
не будет сделан первый проход на заданную длину нарезаемой резьбы.
Нажим следует осуществлять до тех пор, пока плашки <не пойдут> по
заданному направлению резьбы.
Клупп свинчивают со стержня, вновь сжимают плашки винтом, чтобы они
повторно врезались в массу стержня, и, вращая клупп, продолжают
выполнять второй проход резьбы.
Полный профиль резьбы при подобном способе нарезания получают за
три-четыре прохода. Перед каждым проходом поверхность резьбы на
стержне и резьбу плашек необходимо очищать от стружек и вновь
смазывать вареным маслом.
После окончания последнего прохода клупп свинчивают со стержня (при
сжатых плашках).
Резьбу протирают чистой тряпкой и резьбовым кольцом проверяют
качество нарезанной резьбы.
Вынув плашку из клуппа, удаляют стружку, смывают смазочный материал
и протирают ее чистой тряпкой. Чистый клупп и плашки протирают
масляной тряпкой и кладут на место.