поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Статистика
Работа с металлом, помощь радиолюбителю
Пайка алюминия
В настоящее время в электробытовой технике стали широко
использовать алюминий и
его сплавы, как, например, алюминиевые электрические провода в
трансформаторах-стабилизаторах напряжения и т. п. Поскольку алюминий
и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные
методы пайки не дают удовлетворительных результатов. Ниже
описываются различные способы пайки алюминия оловянно-свинцовыми
припоями ПОС-61, ПОС-50, ПОС-ЭО.
1. Для спаивания двух алюминиевых проводов их предварительно
залуживают. Для этого конец провода покрывают канифолью, кладут на
шлифовальную шкурку (со средним зерном) и горячим залуженным
паяльником прижимают к шлифовальной шкурке, при этом паяльник от
провода не отнимают и на залуживаемый конец все время добавляют
канифоль. Провод залуживается хорошо, но все операции приходится
повторять много paз. Затем пайка идет обычным порядком.
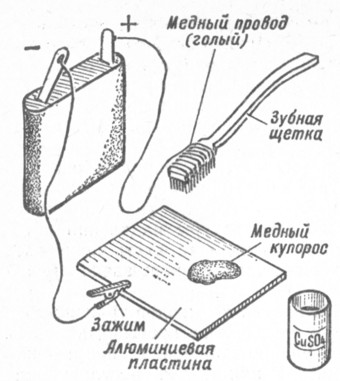
Рис. 159. Устройство для омеднения
алюминиевой поверхности
Лучшие результаты получаются, если вместо канифоли
применять минеральное масло для швейных машин или щелочное масло
(для чистки оружия после стрельбы).
2. При пайке листового алюминия или его сплавов на шов наносят
горячим паяльником канифоль с мелкими железными опилками. Паяльник
залуживается, и им начинают протирать место шва, добавляя все время
при-i пой. Опилки своими острыми гранями снимают с поверхности
окись, и олово прочно пристает к алюминию. Паяют хорошо нагретым
паяльником. Для пайки тонкого алюминия достаточна мощность паяльника
50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт,
если толщина более 2 мм - место пайки необходимо прогреть паяльником
и только после этого наносить флюс и производить пайку. Здесь также
с успехом можно применять в качестве флюса минеральное масло.
3. Оригинальный способ пайки алюминиевых проводов и алюминиевой
поверхности. Перед пайкой алюминиевую поверхность (провод или
пластинку) предварительно омедняют, используя простейшую установку
для гальванического покрытия, описанную в совете 121. Но можно
сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно
наносят на него несколько капель насыщенного раствора медного
купороса. Далее к алюминиевой детали (провод или пластина)
подключают отрицательный полюс источника постоянного тока
(выпрямитель, батарейка от карманного фонаря или аккумулятор), а к
положительному полюсу присоединяют кусок медного провода 1 - 1,2 мм
(без изоляции), находящегося в <устройстве>, выполненном на базе
зубной щетки (см. рис. 159). Медный провод находится в щетине зубной
щетки так, чтобы провод не касался поверхности алюминия во время
трения щетины (омеднения) поверхности детали. Через некоторое время
на поверхности алюминиевой детали оседает слой красной меди, который
после промывки и сушки лудят обычным способом (паяльником).
Примечание. В промышленности и ремонтной практике для пайки
монтажных элементов из алюминия и его сплавов, а также соединения их
с медью и другими металлами применяют припои марок П150А, и П250 А,
П300А. Пайку производят обычным паяльником, жало которого разогрето
до температуры 350° С, с применением флюса, представившего собой
смесь олеиновой кислоты и йодида лития.