Пайка - один из наиболее древних и надежных методов соединения
металлических деталей. Известно, что человек владел приемами пайки
еще 3-5 тысяч лет назад. На территории СССР найдено множество паяных
.ювелирных изделий из золота, серебра и бронзы, относящихся к
культурам глубокой древности.
Пайка - это процесс соединения металлических деталей с помощью
расплавленного металла - сплава, называемого припоем. Припои
представляют собой металлы и сплавы, которые вводятся в зазор между
паяемыми деталями. Припои имеют более низкую, чем металлы
соединяемых деталей, температуру плавления. За счет взаимодействия
расплавленного припоя с металлом паяемых деталей достигается
неразъемность соединений.
В процессе пайки между припоем и паяемым металлом возникают такие
формы связи, при которых атомы жидкого припоя воздействуют на атомы
паяемого металла. Происходит так называемый процесс смачивания
жидким металлом твердого, что, в свою очередь, приводит к диффузии
(проникновению) расплавленного припоя в нагретый основной металл.
При охлаждении паяный шов кристаллизуется и затвердевает, причем
диффузионные процессы продолжаются
46
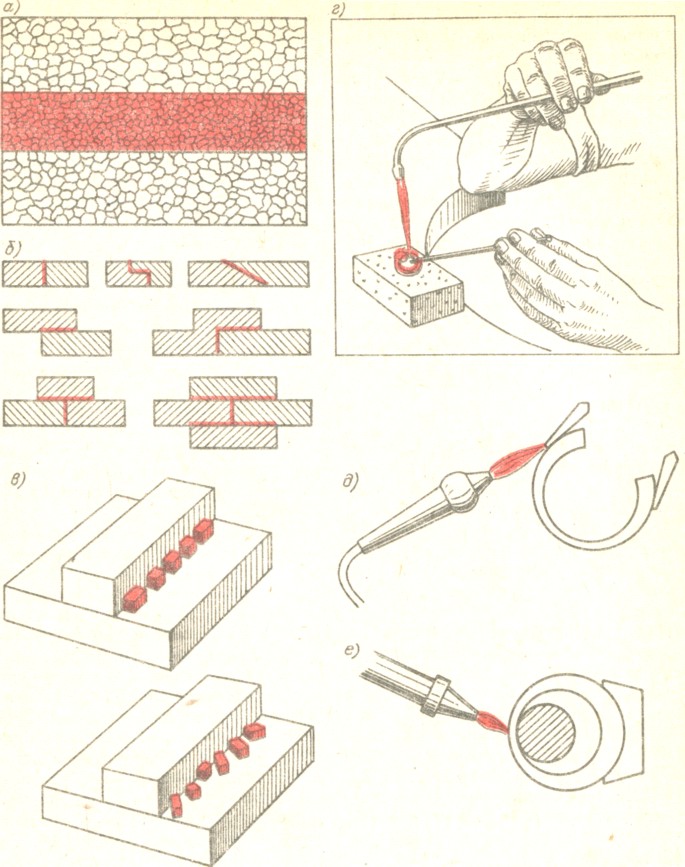
и в твердом состоянии. В результате получается структура,
схематически изображенная на рис. 3.3, а.
На схеме видно, что припой имеет изначальную структуру только в
середине соединения, по краям же кристаллы металла и припоя смешаны.
(Смешанная зона образуется на границах припоя с основным металлом.
Практически же размеры и границы зоны могут значительно изменяться:
припой может смешиваться с основным металлом до самой середины зоны,
смешанную зону можно не обнаруживать вообще из-за ее очень малой
ширины. Процесс пайки требует, чтобы припой плавился уже в то время,
когда основной металл еще находится в твердом состоянии: разница
температур плавления припоя и основного металла не должна быть менее
40 °С, а в отдельных случаях, например при изготовлении филигранных
изделий, когда существует опасность местного перегрева, эта разность
должна превышать 50 °С.
Припой, нагреваясь и становясь жидким, растекается по спаиваемому
металлу. Процессу растекания способствует шероховатость поверхности
спаиваемых мест. По этим шероховатостям - следам от предшествующей
обработки - припой движется как по своеобразным капиллярам, заполняя
все микронеровности пространства между плотно прилегающими и строго
параллельными соединяемыми частями. Плотность прилегания и строгая
параллельность - одно из непременных условий получения прочного и
долговечного шва. На механическую прочность шва оказывают влияние
выбранный тип соединения и качество размещения припоя, а также его
количество, которое должно быть по возможности минимальным. При этом
должно быть обеспечено правильное втекание припоя в стык.
Типы соединений. При пайке ювелирных изделий применяются два
основных типа соединений: внахлестку и встык; при необходимости
можно сочетать оба этих типа (рис. 3.3,6).
Соединения встык используют при пайке изделий, не требующих особой
жесткости, герметичности и прочности.
Рис. 3.3. Пайка
Соединения внахлестку обеспечивают наиболее прочный и надежный
шов; ими пользуются во всех возможных случаях. Так называемые
скошенные соединения - разновидность соединения встык - позволяют
увеличить площади соединяемых поверхностей, но значительно
затрудняют качественную подгонку деталей. Комбинированные соединений
применимы при пайке сложных, индивидуального назначения изделий.
Подготовка паяемых поверхностей.
До начала процесса пайки необходимо тщательно очистить
соединяемые поверхности от загрязнений и оксидов - место пайки
должно быть абсолютно чистым. Очистка производится двумя способами:
химическим и механическим.
Для удаления загрязнений (жировых и масляных пятен)4наиболее
эффективен химический метод очистки. Он ведется с помощью
четыреххлористого углерода, трихлорэтилена, тринатрийфосфата.
Механическая очистка - удаление оксидов - производится с помощью
напильника, надфиля, шабера, наждачной шкурки, проволочной
(стальной) или стеклянной щетки. При этом нужно соблюдать
осторожность, чтобы не повредить соединяемый зазор. При
необходимости после механической очистки следует произвести еще и
химическую.
Пригонка спаиваемых частей. Поверхности спаиваемых частей следует с
большой точностью и плотностью состыковать друг с другом. Расстояние
между ними должно быть незначительным, т. е. таким, чтобы осталось
место лишь для припоя. Зазор должен быть в пределах от 0,025 мм до
0,1 мм. При пайке замкнутых пустотелых деталей необходимо проделать
в них (в малозаметных местах) небольшие отверстия для
беспрепятственного выхода воздуха. Иначе, нагреваясь и расширяясь,
воздух может вспучить деталь и даже разорвать ее. Чтобы снять
внутренние напряжения в соединяемых деталях, оставшиеся после
предшествующей обработки, и избежать таким образом возможных
излишних дефектов, соединяемые части подвергают отжигу.
Перед пайкой прессованных деталей и изделий следует тщательно
проверить, нет ли в них трещин или дырочек, которые при пайке,
вследствие затекания припоя, расширятся, что неизбежно приведет к
некачественной пайке, браку.
При пайке слабоподвижных шарнирных соединений, а также пружинных
замков браслетов затекания припоя в зазоры можно избежать, проложив
маленькие кусочки бумаги или картона. Перед пайкой (при ремонте)
полых цепочек и полых звеньев браслетов места поломки опиливают и
между стыками перпендикулярно к ним вставляют тонкую серебряную
пластинку; на обе стороны пластинки наносят припой, паяют, а после
пайки выступающие концы пластинки опиливают.
Фиксация деталей. В процессе пайки детали располагают на специальной
48
подкладке - асбестовом листе. Пайку нельзя начинать, не произведя
фиксацию (упрочнение, закрепление в требуемом положении) деталей.
При ручном изготовлении ювелирных украшений пригодны традиционные
методы фиксации дета лей: удерживание пинцетом, круглогубцами,
укрепление с помощью проволоки, булавок, зажимов и т. д.
В условиях массового производства незаменимым способом фиксации
деталей перед пайкой является контактная пайка - прихватка.
Припаиваемые детали изделий помещают в соответствующих форм выемки
съемных матриц, закрепляемых на опорной плите. Затем к деталям
подводят электрод. Соединение деталей в определенных точках
происходит 3ia счет местной пластической деформации, которая
вызывается нагревом электрическим током. При этом электроды,
проводящие ток, одновременно играют роль пуансонов для осадки
металла в нагретой зоне. Способ этот пригоден для абсолютного
большинства ювелирных украшений. Точечный паяный шов между деталями
достаточно прочен, чтобы выдержать в последующем нанесение флюса,
припоя, транспортировку деталей к месту пайки, которая должна
осуществляться немедленно после очистки соединяемых поверхностей,
причем важнейший элемент качественной пайки - правильно убранный
припой.