Применяемые для приготовления расплава при литье под давлением
печи (табл. 13) разделяются на собственно плавильные печи и
раздаточно-подогревательные печи.
В плавильных печах, которые расположены на значительном расстоянии
от машины для литья под давлением, сплав плавят и в жидком виде
подают в находящуюся около машины раздаточно-подогревательную печь,
откуда расплав черпают разливочным ковшом (ложкой) и заливают в
камеру прессования, если работаютна
машинах с холодной камерой прессования. На машинах с горячей камерой
прессования раздаточная печь (ванна) вмонтирована в корпус машины.
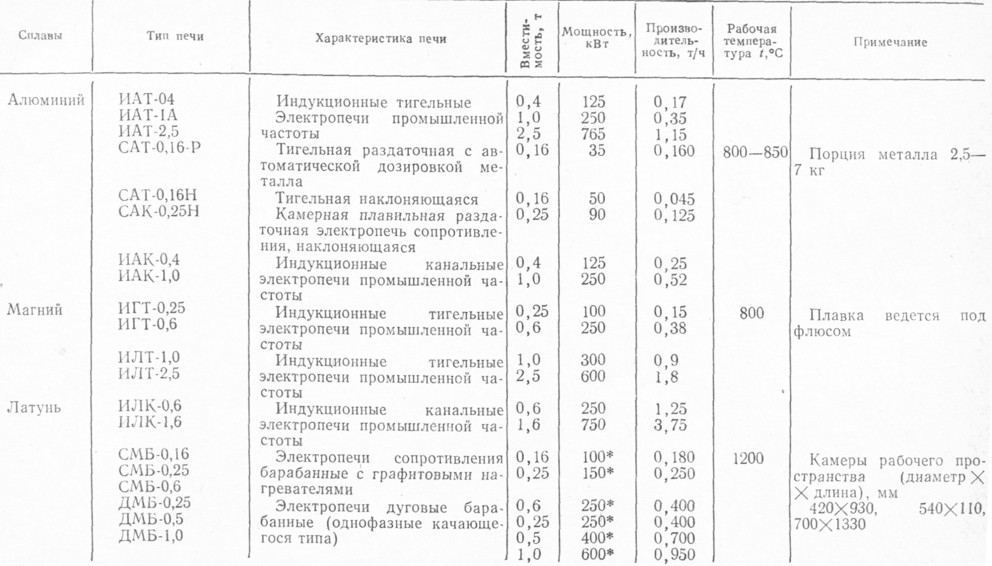
13. Печи, применяемые для приготовления сплавов при литье
под давлением
Плавильные печи. При литье под давлением
применяются пламенные и электрические плавильные печи: тигельные и
отражательные; печи сопротивления и индукционные. Топливом для них
служит газ, мазут, кокс, электроэнергия.
Плавильные печи должны обеспечивать необходимое качество сплава;
минимальную продолжительность плавки, потери на угар, расход
топлива, удобство работы с ними.
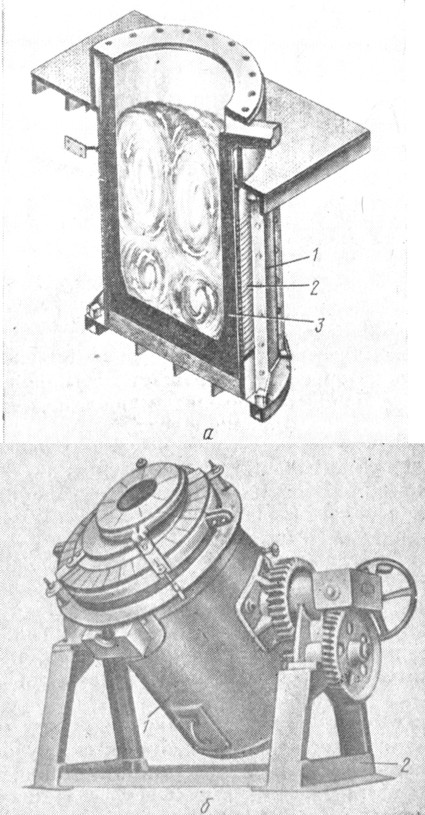
В тигельных печах (рис.64) расплав не соприкасается с продуктами
горения. Плавку алюминиевых,
магниевых, цинковых,
свинцовых и
оловянных сплавов ведут
в печах с металлическими или
графитовыми тиглями, работающих на мазуте, газе или электроэнергии.
Они бывают стационарными (рис. 64, а) и поворотными (рис. 64, б).
Преимуществом печей с графитовыми тиглями является легкий перевод
печи с плавки одного сплава на плавку другого. Но из-за быстрой
изнашиваемости и дороговизны тиглей эти печи не нашли широкого
применения. Более стойки чугунные тигли, но и они имеют существенный
недостаток - способствуют обогащению алюминиевых сплавов железом.
Перед плавкой алюминия чугунные тигли смазывают жаростойким
покрытием, которое предотвращает насыщение расплава железом. В
состав покрытий входят маршалит, каолин, жидкое стекло и вода или
графит, каолин и вода.
В отражательных печах, в которых сплав соприкасается с продуктами
горения, плавят алюминиевые, магниевые и медные сплавы. Вместимость
и производительность отражательных печей в большинстве случаев
значительно выше тигельных. Сплав в отражательных печах нагревается
только сверху, а для расплавления необходимо прогреть всю его толщу,
поэтому ванну печи делают неглубокой, но с большой поверхностью.
Этим объясняется повышенный угар сплава. Печные газы соприкасаются с
расплавом, поэтому расплав получается загрязненным. Возможны местные
перегревы, так как перемешивать расплав в этих печах трудно.
В настоящее время большинство отражательных печей работает на жидком
топливе, газе или электроэнергии. Плавку ведут под флюсом и
применяют рафинирование сплава, что дает возможность в отражательных
печах получать сплавы довольно хорошего качества.
Электрические печи по сравнению с пламенными имеют ряд преимуществ,
к числу которых относятся: лучшие санитарно-гигиенические условия
труда вследствие отсутствия продуктов сгорания топлива, загрязняющих
атмосферу цеха; значительно более высокий к. п. д. (до 0,7-0,8);
более высокое качество расплава; меньший угар; возможность ведения
плавки в вакууме или в атмосфере защитного газа; возможность легкой
регулировки температуры, более простая конструкция(рис. 65). Расплавление сплава в этих печах происходит за
счет тепла, излучаемого нагревательными элементами, а также за счет
отраженного тепла от стенок и свода печи.
Тигельные электропечи сопротивления применяют обычно как
раздаточно-подогревательные.
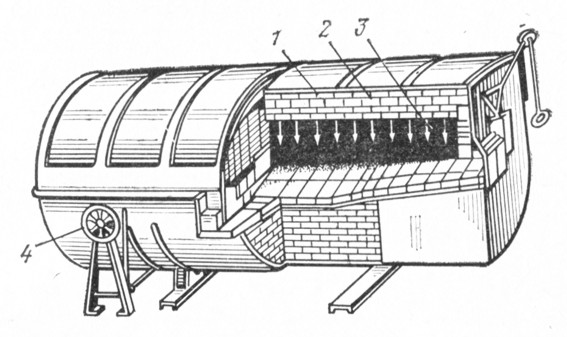
Дуговые печи типа ДМБ (раньше эти печи обозначались ДМК) (рис. 66,
а), в которых подогрев осуществляется электрической дугой,
предназначены для медных сплавов. Они имеют вместимость от 0,25 до 1
т. Существенным недостатком электродуговых печей типа ДМБ является
неизбежность местного перегрева сплава за счет сконцентрированного
источника тепла (электродуги).
Во время плавки производят покачивание расплава, что способствует
перемешиванию и выравниванию его состава, а также уст-
Рис. 65. Плавильная электропечь
сопротивления САН: 1 - корпус, 2 -
футеровка, 3 - полость печи, 4 - поворотный механизм
ранению местного перегрева в зонах, расположенных близко к
электрической дуге, и уменьшению угара сплава. Например, угар при
плавке латуни в печи ДМБ составляет 3-6%.
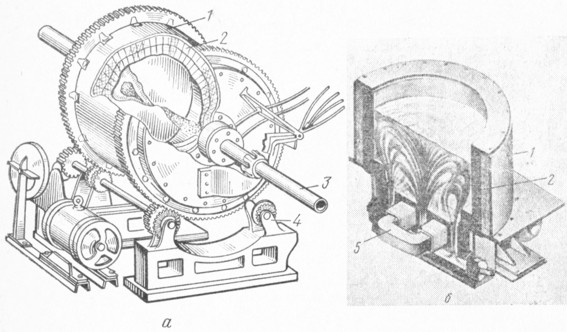
Индукционные печи (рис. 66, б) являются наиболее совершенными. Они
бывают двух типов: с железным сердечником (канальные) и печи без
сердечника (тигельные).
Качество сплава, получаемого в индукционных печах, зависит от
температуры плавки, степени газонасыщения и окисления расплава, а
также от материала футеровки печи.
Рассмотрим работу печи с железным сердечником с вертикальными
каналами (типа "Аякс").
При включении первичной обмотки трансформатора печи в сеть
переменного тока в короткозамкнутом витке вторичной обмотки - в
расплаве, заполняющем вертикальные каналы пода печи, индуктируется
электрический ток большой силы. За счет тепла, развиваемого
электрическим током, сплав нагревается. Расплав почти все тепло,
получаемое от преобразования электрической энергии в тепловую,
передает шихте, загруженной в шахту печи.
Форма шахты печи обеспечивает минимальную поверхность зеркала ванны.
Нагрев сплава электрическим током большой силы и форма шахты
обеспечивают при плавке минимальный угар, максимальный коэффициент
полезного действия (0,7-0,86) и исключает возможность местного
перегрева сплава.
Раздаточно-подогревательные печи. Из раздаточно-подогрева-тельных
печей для сплавов литья под давлением наиболее распространены
электрические печи сопротивления (рис.67, а). В этих печах
температура сплава поддерживается теплом, выделяемым при нагреве
нихромовых спиралей. В этих печах требуемая температура сплава
поддерживается автоматически с помощью терморегуляторов, включающих
и выключающих печь. На подобных печах могут применяться графитовые и
чугунные тигли. Во избежание насыщения алюминиевого сплава железом
на чугунные тигли наносят специальную обмазку (6% мелкого кварцевого
песка, 30% огнеупорной глины и 10% жидкого стекла). Подобные печи
для алюминиевых сплавов имеют вместимость при малых машинах 30-60 кг
и при средних машинах до 150 кг. Делать эти печи большей емкости не
рекомендуется, так как в этом случае расплав слишком долго будет
находиться в печах, что приведет к большому его окислению. Удобны в
эксплуатации передвижные печи. При необходимости ремонта их можно
быстро заменить, не останавливая литейную машину.
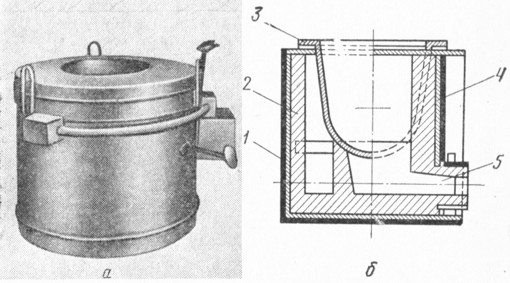
Применяют также печи, работающие на жидком или газообразном
топливе (рис. 67, б). Печь состоит из металлического кожуха 1,
футеровки 2, тигля д. Между кожухом и футеровкой проложена
асбестовая изоляция 4. Подача мазута или газа в печь производится
форсункой через окно 5, расположенной в нижней части печи. Форсунка
устанавливается так, чтобы поток газов не ударял в тигель, а шел по
касательной к его боковой поверхности. Отходящие газы омывают тигель
и уходят в дымоход через окно в верхней части печи.
В раздаточно-подогревательных печах можно не только поддерживать
необходимую температуру расплава, но и плавить в них сплавы
непосредственно из чушек, химический состав которых соответствует
требованиям. Однако этот способ получения сплавов хуже, так как не
выдерживается постоянство температуры сплава.
Рис. 67. Общий вид (а) и схема (б)
раздаточно-подогревательной печи