Водоохлаждающие и воздухоотводящие устройства пресс-форм
В пресс-формах применяют водяное охлаждение для повышения
производительности труда и улучшения качества отливок.
Температура пресс-формы - один из основных факторов ее нормальной
работы. Из-за перегрева пресс-формы без охлаждения пришлось бы
делать остановки в работе или же снижать темп. Для регулирования
температуры пресс-формы и для охлаждения устраивают каналы, по
которым циркулирует проточная вода, поступающая из водопроводной
сети и отводимая в канализацию.
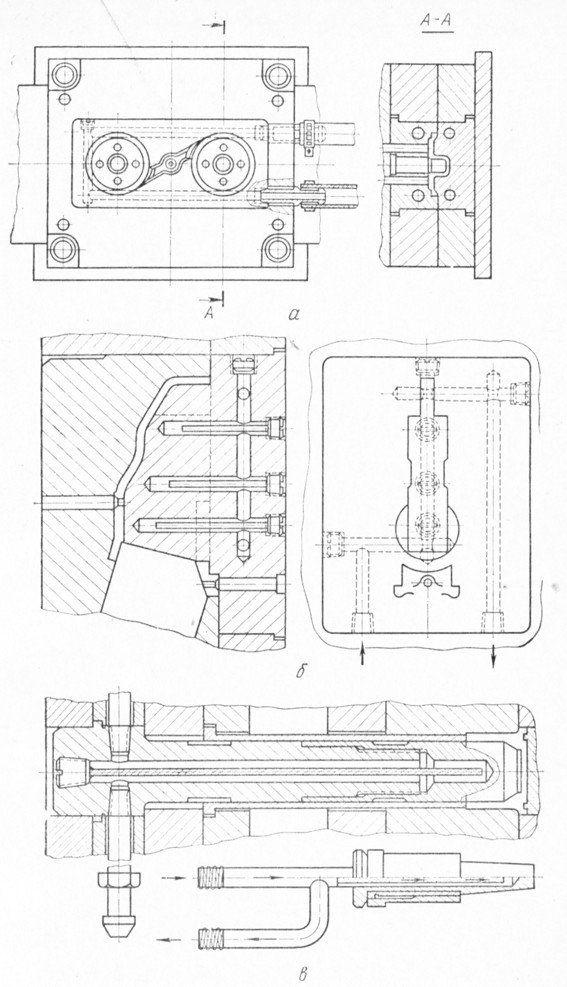
Наиболее распространенный способ охлаждения пресс-формы - водой,
циркулирующей по просверленным каналам диаметром 8-12 мм в обоймах
или во вкладышах (рис. 54, а). Вода к форме подводится с помощью
резиновых трубок, надетых на штуцера и соединенных с водопроводом и
канализацией. При таком способе охлаждения проточной водой
пресс-формы, особенно
небольших размеров, работают с постоянной температурой.
При охлаждении непосредственно вкладышей (рис. 54, б) или вставок
применяют удлиненные штуцера. Размеры и количество каналов зависят
от конфигурации отливки, от необходимости интенсивного охлаждения,
от количества заливаемого металла.
Неподвижные стержни (рис. 54, в) охлаждаются водой, которая подается
в полость стержня через штуцера, ввернутые в посадочную часть
стержня. Подвижные стержни можно охлаждать через внутреннюю трубку.
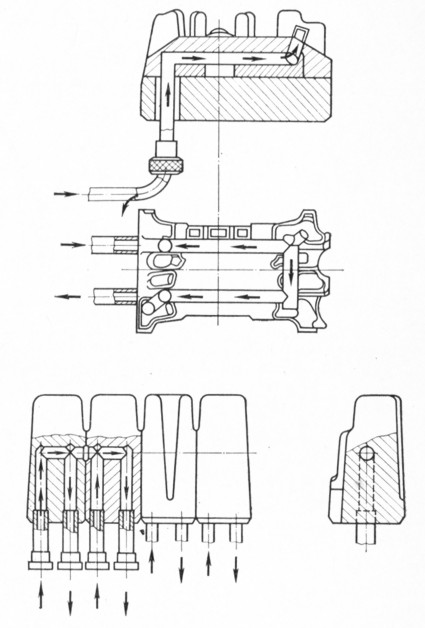
Во вкладышах, в которых нельзя просверлить каналы (рис. 55) для
охлаждения, каналы выфрезеровывают и в них прокладывают медные
трубки, которые для плотного прилегания заливают
оловянно-свинцовым
сплавом. Большие вставки охлаждаются водой, которая подается в
просверленные в них каналы через штуцера (рис. 55).
Водяное охлаждение действует наиболее эффективно, повышая
производительность труда, и качество отливок, когда водяные каналы
расположены в непосредственной близости от отливок и литниковой
втулки, а не на периферии пресс-формы.
Рис. 54. Охлаждение вкладышей
(а, б) и стержней (в)
Рис. 55. Охлаждение вставок
Кроме водяного охлаждения осуществляют интенсивную обдувку
поверхностей разъема пресс-форм сжатым воздухом после каждой
заливки.
Во время заливки жидкого сплава необходимо удаление воздуха из
оформляющей полости пресс-формы для того, чтобы улучшить качество
отливки (уменьшить возможность образования газовых и воздушных
раковин).
Одной из основных причин образования раковин является трудность
вытеснения воздуха из оформляющей полости при заполнении ее
расплавом. Поэтому литниковые системы и вентиляционные каналы в
пресс-формах устраивают таким образом, чтобы воздух постепенно
вытеснялся из полости пресс-формы по мере ее заполнения.
Вентиляцион н ы е каналы должны быть такими, чтобы брызги расплава
при распылении или струя расплава не могли бы закупорить их.
Встречные движения расплава и воздуха не допускаются, так как в этом
случае воздух не успевает уйти через каналы и образуются раковины.
В пресс-формах устраивают также сливные резервуары (промывники),
куда вытесняется воздух при поступлении первой порции жидкого
металла.
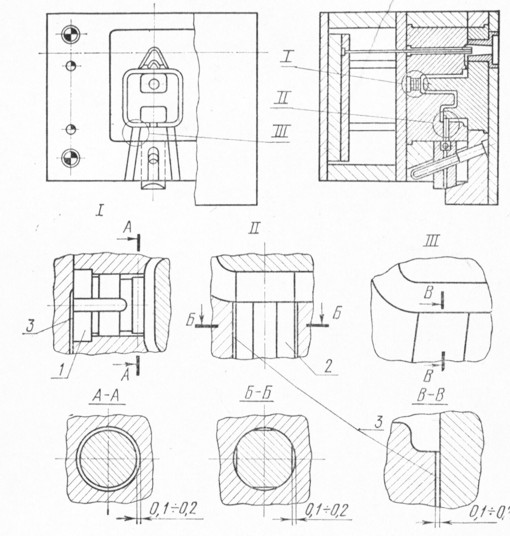
Вентиляционные каналы 3 (рис. 56) обычно выполняют в разъеме
пресс-формы, в той ее части, где расположена оформляющая полость, от
которой отводится канал шириной (в зависимости от конфигурации и
объема этой полости) 5-20 мм и глубиной 0,1 - 0,2 мм (в зависимости
от сплава отливки и ее габаритных размеров).
Особенно трудно осуществить вентиляцию глубоких мест пресс-формы.
Расплав, попадая в них сверху, отрезает находящийся в оформляющей
полости воздух от разъема и вентиляционных каналов. у
В этих случаях применяют вставки 1, образующие дно полости. Для
улучшения удаления воздуха из полости пресс-формы вентиляционные
каналы устраивают во вставках и подвижных и неподвижных стержнях, а
также в выталкивателях.
Рис. 56. Устройство вентиляционных каналов в
пресс-формах
Все эти меры даже при самых оптимальных технологических режимах,
особенно при литье алюминиевых сплавов, не позволяют полностью
устранить в отливках воздушные раковины. Это возможно лишь при
применении в литье под давлением вакуума.
Для решения этой задачи успешно применяется система удаления воздуха
непосредственно из пресс-формы.