поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Технические характеристики сварочных полуавтоматов, преимущества
полуавтоматической сварки в защитном газе
Общий вид сварочных полуавтоматических установок приведен на рис.
3.29-3.31. Технические характеристики полуавтоматов для сварки
плавящимся электродом в углекислом газе, нашедших наиболее широкое
применение, сведены в табл. 3.9.
Преимущества полуавтоматической сварки и защитном газе. По
сравнению с ручной газовой уваркой полуавтоматическая сварка в защитном
газе обладает следующими преимуществами:
а) процесс подачи плавящегося электрода механизирован, ч скорость сварки
тонколистовой стали сплошным швом возросла до 20 м/ч, тогда как скорость
ручной газовой сварки составляет 5 м/ч;
Рис. 3.29. Общий вид передвижной полуавтоматической установки
И-103 "Луч": 1 - сварочная горелка с подающим механизмом; 2 - источник
питания с пультом управления; 3 - баллон с защитном газом
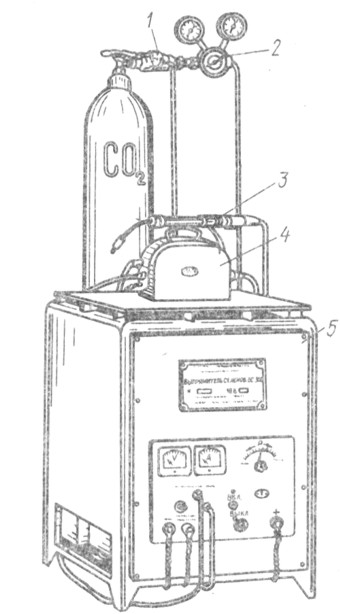
Рис. 3.30. Общий вид полуавтомата А-547У: 1 - подогреватель; 2 -
ре-дуктор-расходомер;3 - сварочная горелка; 4 - механизм подачи
электродной проволоки; 5 - источник питания
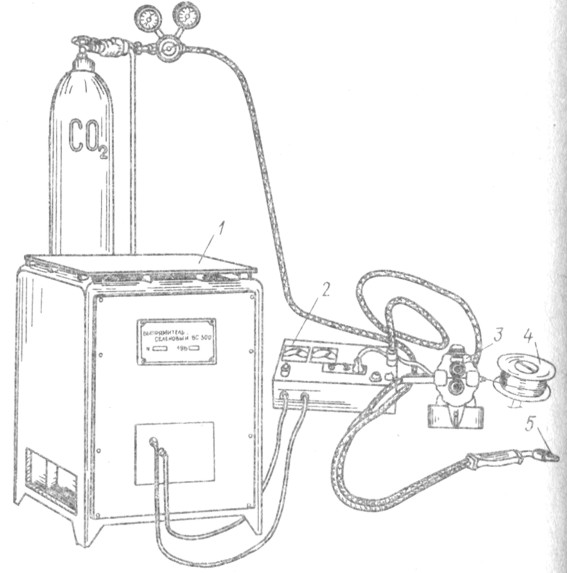
Рис. 3.31. Общий вид полуавтоматической установки А-825М: 1 -
источник питания; 2 - пульт управления; 3 - механизм подачи электродной
проволоки; 4 - кассета-5 - сварочная горелка
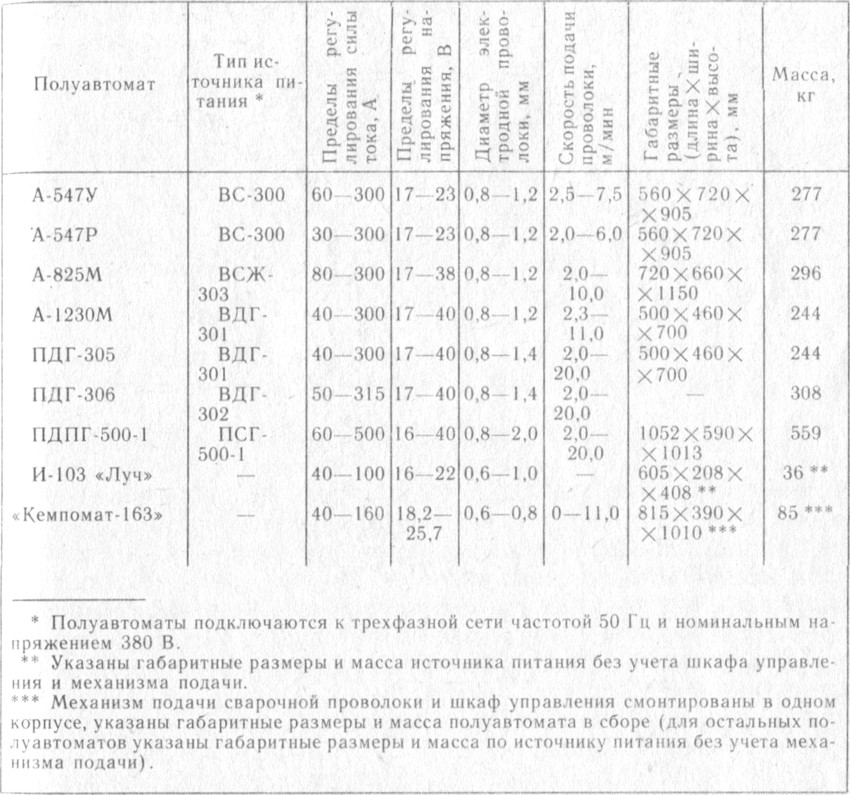
Таблица 3.9. Технические характеристики полуавтоматов для сварки
плавящимся электродом в углекислом газе
б) в четыре раза снижена зона термического влияния свариваемых деталей,
что ведет к повышению прочности и долговечности отремонтированных
кузовов;
в) улучшилось качество сварного шва па тонкостенных деталях благодаря
изоляции столба дуги сварочной ванночки от кислорода и азота воздуха
вследствие избыточного давления подаваемого защитного газа;
г) сварку стало возможно выполнять во всех пространственных положениях
(на наклонных, вертикальных, потолочных плоскостях) и в труднодоступных
местах за счет высокого коэффициента постоянства дуги и непрерывной
подачи электродной проволоки;
д) не требуются флюс и электродная обмазка, а также очистка
наплавленного металла от шлаковой корки;
е) уменьшилась склонность- металла к образованию пор при сварке умеренно
ржавых деталей за счет создания защитной среды;
ж) дефицитные карбид кальция и кислород заменены более дешевыми и
недефицитными электроэнергией и углекислым газом;
з) отсутствие вредных выделений в процессе сварки создает; наиболее
благоприятные условия для рабочих;
и) снижен расход электродного материала за счет уменьшения отходов и
применения более тонкой электродной проволоки;
к) деформация свариваемых деталей почти полностью исклю-1 чена, так как
процесс сварки ведется короткой дугой в защитном газе, что ограничивает
распространение тепла по поверхности металла; вследствие этого
уменьшились трудозатраты на правку и рихтовку лицевых поверхностей.