поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Статистика
Совершенствование организации ремонта тепловозов
Поточный метод ремонта тепловозов
Казахская дорога благодаря осуществлению
специализации, концентрации и кооперации ремонта тепловозов после
освоения агрегатного и крупногабаритного методов ремонта одной из первых
в 1964 г. перешла на внедрение поточного метода текущего ремонта ТР-3, а
затем ТР-2.
В практике действующих локомотивных депо железных дорог общего
пользования при создании поточных линий на текущем ремонте тепловозов
наметились два основных направления [13]: ремонт локомотивов с
передвижением их по специализированным позициям; ремонт локомотивов в
неподвижном состоянии без перемещения по позициям, но с передвижением
групп ремонтного персонала, специализированного по ремонту ограниченного
числа определенных узлов.
По первому направлению поточные линии организуются преимущественно на
самом трудоемком текущем ремонте-ТР-3, а по второму на менее трудоемких
видах ремонтов ТР-2 и ТР-1, хотя встречаются примеры, когда и для ТР-1 и
ТР-2 создают поточные линии с передвижением локомотива по позициям.
По типовому проекту ПКБ ЦТ МПС поточная линия текущего ремонта ТР-3
тепловозов имеет четыре позиции: I - смена тележек, осмотр рамы и
фрикционного аппарата; II - смена дизеля; III - постановка и центровка
вспомогательного оборудования; IV - проверка электрической схемы,
заправка тепловоза и окраска кузова. В зависимости от конкретных условий
депо порядок позиций может быть изменен. Например, многие депо на I
позиции снимают и устанавливают дизель, а смену тележек производят на
следующих позициях.
Поточную линию для ремонта ТР-3 тепловозов, как правило, располагают на
одном сквозном пути и в одном цехе с поточными линиями для ремонта
дизелей и тележек, что позволяет значительно сократить транспортные
работы и наиболее эффективно использовать мостовой кран
грузоподъемностью 30 т.
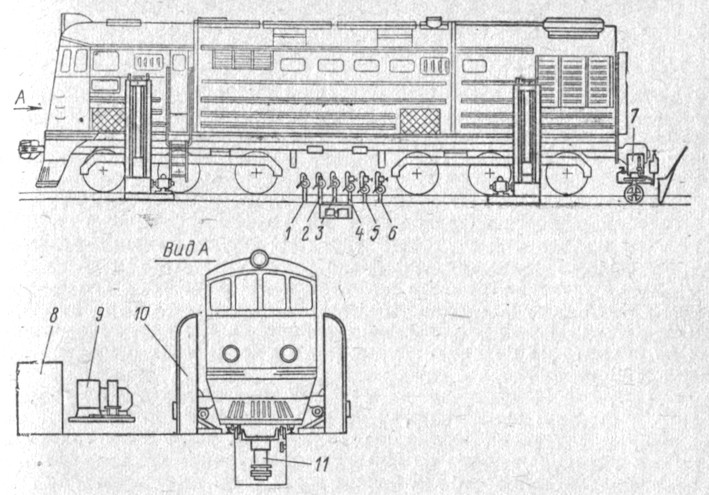
На позиции смены тележек устанавливается специальное оборудование,
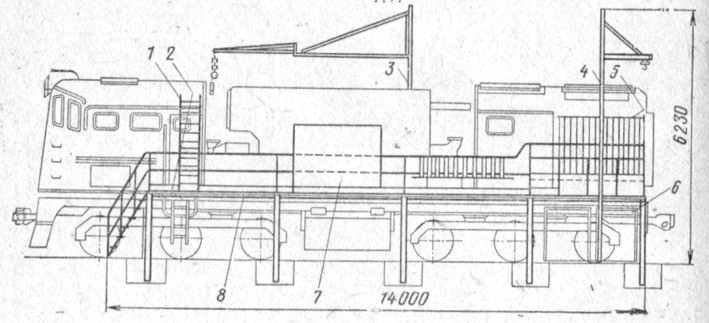
размещение которого показано на рис. 48. Позиции для смены дизеля,
установки и центровки вспомогательного оборудования оснащаются
специальными платформами, площадки которых расположены на уровне пола
кузова. На платформах имеются лестницы для съемки и постановки капота,
локтевая балка гайковертов, кран-укосина для съемки и постановки секций
холодильников и другое оборудование, показанное на рис. 49. Под полом
платформ предусмотрено низковольтное электрическое освещение. Позиция IV
оборудована устройствами для окраски кузова (самоходная установка с
чашечным распылителем) и колонками для заправки тепловоза водой,
дизельным топливом и маслом. Передвижение тепловоза производится от
мотор-генератора.
Рис. 48. Позиция смены тележек: 1 - колонка для
слива топлива; 2 - колонка для слива масла; 3 - колонка для слива воды в
канализацию; 4 - колонка для горячей воды; 5 - колонка для пара; 6 -
колонка для сжатого воздуха; 7 -пресс для опрессовки резервуаров; 8 -
бак для дизельного топлива; 9 -установка для промывки топливных баков;
10 - электрифицированный домкрат грузоподъемностью 30 т; 11 - домкрат
для установки фрикционных аппаратов
Помимо основной поточной линии (локомотивов), в
локомотивных депо получили применение поточные линии для ремонта
основных агрегатов и узлов: тележек, тяговых электродвигателей, Колесных
пар и букс, кожухов и редукторов тяговых передач, дизелей,
шатунно-поршневой группы, секций холодильников, очистки сетчатых
воздушных фильтров, разборки и сборки колесно-моторных блоков. Каждая
поточная линия оснащается оборудованием и механизмами, обеспечивающими
надлежащее качество ремонта при довольно высокой производительности
труда. Например, типовая поточная линия для ремонта тележек тепловозов
ТЭЗ, ТЭ10 и ТЭМ2 имеет семь позиций: I - разборка тележки; II - обмывка
рамы; III -разборка рамы и дефектация рамы; IV - ремонт рамы (сваркой);
V - окраска и .сушка рамы; VI - сборка узлов на раме; VII - сборка
тележки.
На I позиции установлены: домкраты для поддержания тяговых
электродвигателей, тележки для съема подбуксовых струнок с канатным
приводом, гидродомкраты для <отрыва> струнок, гайковерты для подбуксовых
струнок, кассеты для транспортировки.
Позиции III и VI оборудованы консольным поворотным краном с тельфером,
обеспечивающим все работы по разборке и сборке рам без применения
мостового крана. С каждой стороны тележки установлен стеллаж для
укл'адки и транспортировки деталей рессорного подвешивания. Для снятия
рессор, рессорных стоек, балансиров к тельферу подвешивают специальные
захваты и приспособления. Детали рессорного подвешивания транспортируют
на ремонт и из ремонта на позицию сборки рамы в стеллажах (отдельно для
каждой стороны).
Позиция IV оборудована шторами, подвешенными на трубах. По обе стороны
рамы тележки на фарфоровых изоляторах к стойкам прикреплены медные шины,
на которых установлен токосъемник, перекатывающийся по шинам вдоль
позиции сварки, что дает возможность при коротком кабеле вести сварочные
работы на всей раме тележки. К средней стойке прикреплена труба для
подвода воздуха. На позиции установлены два шкафа для инструментов и
электродов, два стула для сварщика и нижняя вытяжная вентиляция. Позиция
V выполнена в двух вариантах: а) окраска и сушка рам тележек на открытой
площадке и б) окраска и сушка рам тележек в собранном виде в специальной
камере. Окраска -пульверизацией или методом безвоздушного распыления,
сушка - воздушно-тепловая.
Рис. 49. Позиция смены дизеля, установки и
центровки вспомогательного оборудования: 1 - лестница для съемки и
постановки капота; 2 - платформы; 3 - локтевая балка для гайковертов; 4
- кран-укосина для съема и постановки секций холодильников; 5 -
кронштейн для гайковерта при снятии и креплении секций холодильников; 6
- кассеты для секций холодильников; 7 - шкафы для инструмента и
приспособлений; 8 - воздухоразборные краны
Большие достижения в организации ремонта тепловозов
уже много лет имеют локомотивные депо Основа, Вологда, Жмеринка,
Гребенка, Ашхабад, Ташкент и др., где наряду с проведением значительной
работы по совершенствованию системы сетевого планирования и управления (СПУ)
с применением поточного крупноагрегатного метода ремонта тепловозов
широкое распространение получили поточные полуавтоматические линии по
ремонту отдельных узлов и оборудования, тележек, колесных пар с буксами,
электрических машин и др. В результате простой тепловоза ТЭЗ на текущем
ремонте ТР-3 во многих депо резко снизился. В последние годы больших
успехов в организации текущего ремонта тепловозов добился коллектив
локомотивного депо Сольвычегодск Северной дороги, что было отмечено
приветственным письмом Генерального секретаря ЦК КПСС, Председателя
Президиума Верховного Совета СССР товарища Л. И. Брежнева (1977 г.).
Депо Сольвычегодск выполняет ремонт ТР-3 тепловозов 2ТЭ10Л
крупноагрегатным методом специализированными группами слесарей.
Комплексная бригада состоит из пяти специализированных групп слесарей:
дизелистов, центровщиков, монтажников, кузовщиков и электроаппаратчиков.
В цехе TP-1 и ТО-3 имеются три группы слесарей: дизелисты,
высоковольтники и механики-мотористы. Топливную аппаратуру,
автотормозное оборудование, фильтры, секции холодильников,
контрольно-измерительные приборы (КИП) и другое оборудование осматривают
и ремонтируют слесари специализированных цехов депо. Такое разделение
труда дало возможность точно определить круг обязанностей и выполняемых
работ каждой группой слесарей, улучшить их профессиональные навыки и
повысить качество ремонта тепловозов.
Цех ТР-3 работает "узким фронтом", что позволяет обеспечивать четкое
планирование работы всех ремонтных цехов депо. В депо действуют 12
поточных линий и 14 механизированных позиций и рабочих мест для ремонта
агрегатов и узлов тепловозов. Внедрение Крупноагрегатного метода,
комплексная механизация ремонта основных узлов и агрегатов на поточных
линиях, специализация ремонтников позволили снизить простой тепловозов
2ТЭ10Л в ремонте ТР-3 до 2,5 суток, т. е. вдвое против среднесетевого
уровня. С 1975 г. в депо внедрена система технического обслуживания и
текущего ремонта тепловозов без производства ТР-2. На существующих
площадях электромашинного цеха и с использованием имеющегося
оборудования организован средний ремонт тяговых электродвигателей.
Инженерно-техническими работниками депо вместе с
рабочими-рационализаторами изыскано и реализовано много интересных
технических решений по совершенствованию технологических процессов
ремонта, увеличению надежности и сроков службы узлов и агрегатов
тепловозов, которые целесообразно широко использовать в других
локомотивных депо железных дорог и промышленных предприятий.
На промышленном транспорте поточный метод ремонта тепловозов
целесообразно применять лишь в крупных районных отраслевых и
межотраслевых ремонтных мастерских (базах), где сосредоточиваются
текущие ремонты ТР-3 и ТР-2 тепловозов многих промышленных предприятий с
годовой программой примерно 250-300 и более секций тепловозов.
Кроме того, на промышленном транспорте поточный метод сможет найти свое
применение и на капитальном ремонте оборотного фонда дизелей М753, 1Д12
и 1Д6, а также гидропередач, который предстоит организовать на
промышленном транспорте в централизованном порядке в ремонтных базах или
цехах ремонтных заводов промышленности.
Поскольку на промышленном транспорте преобладают тепловозы с
гидропередачей, то, естественно, организацию поточного ремонта следует
предусматривать прежде всего именно для таких тепловозов. Тепловозы же
ТЭМ1, ТЭМ2, ТЭЗ и др. с электрической передачей целесообразно по
возможности размещать для ремонта в близлежащих депо железных дорог МПС.
При организации поточного ремонта тепловозов с гидропередачей в крупных
депо или мастерских промышленности взамен поточных линий ремонта тяговых
генераторов и тяговых электродвигателей потребуется создать поточную
линию ремонта гидропередачи.