поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Статистика
Способы нанесения лакокрасочных материалов
Продолжение
Безвоздушное распыление - лакокрасочный
материал подается насосом к соплу краскораспылителя под высоким
давлением со скоростью, при которой поток жидкости дробится на мелкие
частицы. При выходе лакокрасочного материала из сопла давление падает до
давления окружающей среды и растворитель мгновенно испаряется, что
способствует размельчению краски. Факел материала при безвоздушном
распылении четко очерчен и защищен от окружающей среды оболочкой паров
растворителей, что предотвращает рассеивание частиц материала в
окружающую среду. Безвоздушным распылением с подогревом до температуры
60... 100 °С можно наносить все применяемые для окраски лакокрасочные
материалы. Покрытие получается равномерной толщины и почти при полном
отсутствии пористости. Безвоздушное распыление без подогрева краски
применяют, если не требуется высокого качества декоративности покрытия.
По сравнению с пневматическим распылением способ безвоздушного
распыления имеет ряд преимуществ:
потери краски на туманообразование снижаются на 10... 15%; расход
растворителей в результате возможности распыления более вязких
материалов уменьшается;
время окраски вследствие нанесения меньшего числа слоев покрытия большей
толщины сокращается;
защита неокрашиваемых поверхностей вследствие большей четкости контура
отпечатка факела упрощается;
возможно использовать вентиляционные установки меньшей мощности и
улучшение санитарно-гигиенических условий труда за счет уменьшенного
туманообразования.
К недостаткам рассмотренного способа следует отнести: необходимость
применения лакокрасочного материала более тонкого помола; ,
ограниченность применения способа при работе с минимальной подачей
распыляемого материала или размерами факела;
более низкое по сравнению с пневматическим распылением качество
покрытия.
Материалы, наносимые способом безвоздушного распыления, могут иметь
вязкость до 100 с по вискозиметру ВЗ-4, а в некоторых случаях и выше.
Поэтому лакокрасочные материалы, рекомендуемые для нанесения покрытия
способом безвоздушного распыления, должны иметь достаточно высокую
начальную вязкость.
Рабочее давление лакокрасочного материала следует выбирать в зависимости
от его вида, вязкости и производительности краскораспылителя. При
нанесении покрытия используют не максимальное, а минимальное рабочее
давление. При повышении рабочего давления сверх оптимальною значения
увеличиваются потери на туманообразование в результате излишнею
дробления лакокрасочного материала. Вязкость эмали выбирают, исходя из
требования получения однослойного покрытия заданной толщины.
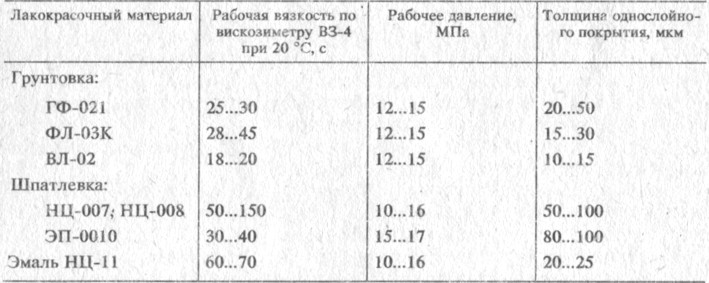
В табл. 12 приведены технологические параметры нанесения некоторых видов
лакокрасочных материалов, используемых при безвоздушном распылении без
подогрева для ремонтной окраски кузовов легковых автомобилей.
Техника окраски безвоздушным способом в принципе не отличается от техник
и нанесения лакокрасочных материалов пневматическим распылением. Однако
следует иметь в виду, что производительность и качество окраски зависят
от вида лакокрасочного материала, типа и размеров сопла, угла распыления
и ширины окрасочного факела, расстояния краскораспылителя до
окрашиваемой поверхности. В процессе окраски распылитель держат
перпендикулярно окрашиваемой поверхности на расстоянии 250...300 мм.
Перемещают краскораспылитель из-за его большой производительности
значительно быстрее, чем при пневматическом распылении, однако со
скоростью, при которой наблюдается хорошая покрываемость и отсутствуют
потеки.
Таблица 12. Технологические параметры лакокрасочных
материалов при его безвоздушном нанесении без подогрева
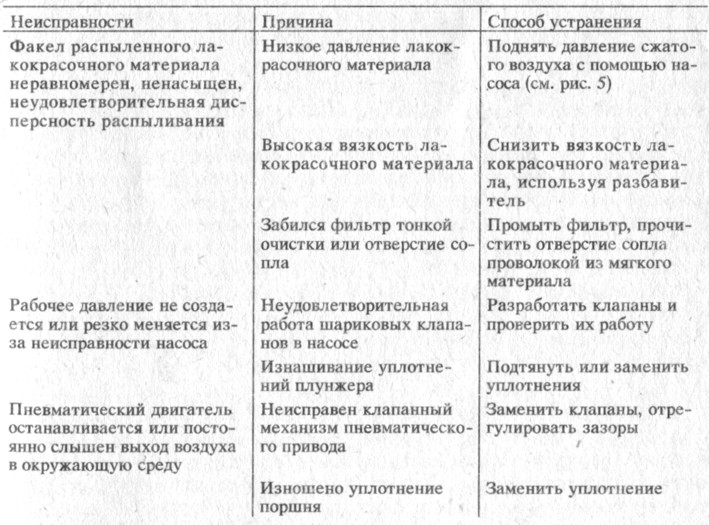
При работе с установками безвоздушного распыления в
них могут возникать неисправности. В табл. 13 приведены возможные
неисправности установок безвоздушного распыления лакокрасочных
материалов и способы их устранения.
После окончания работы оборудование для безвоздушного
распыления очищают от краски, для чего выполняют следующие операции:
извлекают насос из бачка для краски и погружают в бак с растворителем;
осторожно снимают с краскораспылителя сопло;
нажимают на пусковой крючок. В момент, когда из головки
краскораспылителя начнет выходить краска, смешанная с растворителем,
остатки разбавленной краски собирают в отдельную емкость. В дальнейшем
эту смесь используют для разбавления другой партии краски;
отпускают пусковой крючок тогда, когда на выходе краскораспылителя
появится поток чистого растворителя (белый цвет струи);
перекрывают приток сжатого воздуха к насосу.
Электроокраска распылением основана на физическом явлении переноса
заряженных частиц лакокрасочного материала к окрашиваемой поверхности в
электрическом поле высокого напряжения. Электрическое поле создают между
кузовом и краскораспыляющим устройством, на котором создан высокий
электрический потенциал. Частицы краски, получая отрицательный заряд,
притягиваются к положительно заряженному кузову и осаждаются равномерным
слоем.
Таблица 1.3. Возможные неисправности установок
безвоздушного распыления и способы их устранения
Окраска в электрическом поле имеет ряд преимуществ
перед способом пневматического распыления. Этот способ позволяет
значительно сократить потери лакокрасочных материалов, автоматизировать
процесс окраски и сочетать его с терморадиационной сушкой, повысить
культуру производства и снизить стоимость окрасочных работ.
Недостатками способа электроокраски являются: неполное окрашивание
кузова в местах, имеющих глубокие впадины, а также внутренних
поверхностей;
повышенные требования к лакокрасочным материалам, что ограничивает их
ассортимент;
невозможность нанесения материалов повышенной вязкости, а также
применения в качестве наполнителей металлических порошков;
необходимость использования сложного и дорогостоящего оборудования,
работающего под высоким напряжением.
Кроме т;ого, краска должна хорошо воспринимать отрицательные заряды,
слетающие с коронирующей кромки распылителя. Для этого окрасочные
материалы разбавляют растворителем РЭ-1 или РЭ-4.
Качество окраски кузовов в электрическом поле кроме вязкости краски и ее
электрических свойств зависит от напряжения на электродах, расстояния от
коронирующих электродов до окрашиваемой поверхности при принятом
напряжении на электродах, влажности и температуры в окрасочной камере.
Оптимальное напряжение электрического поля при электроокраске 60... 140
кВ. Конкретное значение напряжения определяется видом лакокрасочного
материала, формой окрашиваемой поверхности кузова и типом
краскораспылителя.
Выбор режима окраски начинают с установления расстояния между
окрашиваемой поверхностью кузова и распылителем. В результате
практических исследований установлено, что оптимальное расстояние от
распылителя до поверхности кузова 150...200 мм.
Количество подаваемого лакокрасочного материала зависит от габаритных
размеров окрашиваемой поверхности кузова. В начале окраски подача
лакокрасочного материала должна быть небольшая, затем ее постепенно
увеличивают до тех пор, пока не будет достигнуто высокое качество
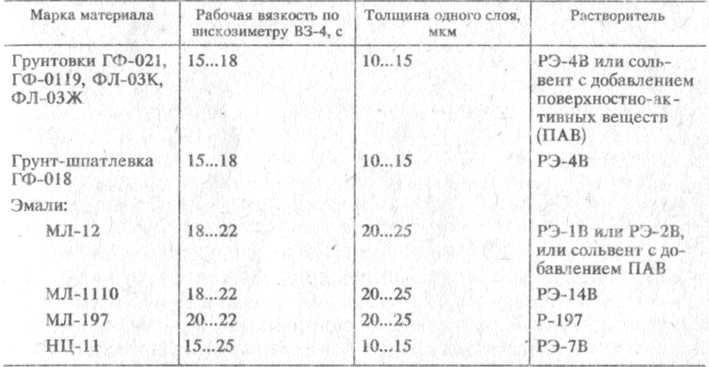
покрытия. При избыточной или слишком
Таблица 14. Технологические параметры лакокрасочных
материалов при нанесении их в электрическом поле
Примечание. Рабочая пяткость приводится для
температуры 10.. .22 "С.
малой подаче лакокрасочного материала образуются потеки, недостаточная
покрываемость и другие дефекты.
Технологические параметры лакокрасочных материалов при нанесении их в
электрическом поле приведены в табл. 14.
В настоящее время широкое распространение имеет способ холодного
безвоздушного распыления лакокрасочного материала в электрическом поле
высокого напряжения с помощью гидроэлектростатических установок типа
УГЭР. Эти установки снабжены ручным гидроэлектростатическим
распылителем, и они обеспечивают более высокий заряд лакокрасочного
материала и поэтому являются более экономичными. Кроме того, из-за
уменьшения ионизации воздуха в рабочей зоне улучшаются
санитарно-гигиенические условия маляра.
Окраска кистью применяется при локальном восстановлении покрытия кузова
и отсутствии оборудования для пневматического или других видов
распыления лакокрасочных материалов. Кроме того, кистями окрашивают
отдельные внутренние поверхности, двигатель, шасси, грунтуют внутреннюю
поверхность крыльев, днище снизу, детали и узлк, к внешнему виду которых
не предъявляют требований высокой декоративности. В отдельных случаях
ручное окрашивание кистью используют для нанесения красок, содержащих
высокотоксичные компоненты, например свинцовый сурик. При ремонте
кузовов грунтовку целесообразно наносить кистью, так как втирание ее во
все поры и углубления поверхности 9пособствует повышению защиты металла
от коррозии. При окраске кистью лакокрасочный материал наносят на
поверхность кузова и растушевывают до получения качественного
равномерного покрытия.
Преимуществами окраски кистью являются:
простота и универсальность, возможность окрашивать поверхности кузова
различных размеров и конфигураций с применением лакокрасочных материалов
широкой номенклатуры; небольшой расход лакокрасочных материалов;
отсутствие необходимости специального оборудования и сложных
приспособлений.
К недостаткам способа окраски кистью относятся: низкая
производительность и большая трудоемкость; невозможность использования
быстросохнущих и плохо растушевывающихся лакокрасочных материалов.
При окраске кистями в зависимости от типа покрытия лакокрасочного
материала вязкость должна составлять 20...50 с по вискозиметру ВЗ-4 при
температуре 20°С, а толщина одного слоя 15...35 мкм. Меньшие значения
вязкости и толщины соответствуют значениям вязкости и толщины грунтовых
покрытий, а большие - эмалей.
Быстросохнущие эмали, например нитроцеллюлозные, трудно наносить
кистями. Кистью можно подкрашивать нитроэмалями только очень небольшие
участки, например острые кромки.
При наложении на поверхность кистью медленно высыхающих лакокрасочных
материалов, например грунтовок ГФ-021, ФЛ-ОЗК, антикоррозионных мастик
для защиты днища их наносят вначале широкими параллельными полосами, а
затем растушевывают кистью, одновременно втирая краску в поры подложки.
Используя новую кисть, следует помнить, что она всегда содержит пыль и
сломанные волоски и поэтому ее нужно вымыть в мыльной воде. Новую кисть
лучше применять после того, как щетина или волос примут конусообразную
форму, вследствие чего ее сначала используют для окраски шероховатых
поверхностей при грунтовании. У новых кистей из натуральной щетины или
натурального волоса перед использованием обжигают выступающие из общего
пучка волосинки, а затем зачищают обожженные концы о шлифовальную
шкурку.
При окраске кистями лакокрасочный материал наливают в чистые
оцинкованные жестяные или алюминиевые кружки емкостью 1,5...2 л. Посуда
должна иметь откидную крышку для предохранения лакокрасочного материала
от загрязнения и улетучивания растворителей. После окончания работы
остатки краски сливают в специально приготовленную закрывающуюся посуду,
а кружки тщательно очищают и промывают соответствующим растворителем.
При нанесении лакокрасочных материалов (для нитроэмалей используют
ацетоновые растворители) кистью необходимо соблюдать следующие правила:
вязкость лакокрасочных материалов должна быть такой, чтобы они сходили с
кисти только при нажатии на поверхность;
перед окраской кисть погружают в краску не более чем на половину длины
щетины, избыток краски удаляют, отжимая кисть о край банки;
лакокрасочный материал наносят широкими полосками, а затем равномерно
растушевывают его по поверхности сначала в одном направлении, а затем
перпендикулярно ему. Большие поверхности окрашивают по частям, а
заключительную растушевку покрытия производят на всех участках в одном
направлении;
кисть при окраске держат постоянно под углом 50...60° к окрашиваемой
поверхности. Если в процессе окраски наклон кисти менять, то покрытие
получится не одинаковым по толщине;
перекрытие слоя лакокрасочного материала в местах стыковки производят до
начала высыхания "сырого" края предыдущего участка поверхности, так как
в противном случае на границе участков покрытие утолщается и после сушки
сморщится или будет выделяться в местах стыковки;
материалы, содержащие легко испаряемые растворители, быстро теряют
текучесть и поэтому их наносят по возможности быстрее и также быстро
производят перекрытие "сырых" краев;
при окраске вертикальных плоскостей окончательную растушевку последнего
слоя выполняют кистью сверху вниз;
первый слой быстросохнущих материалов наносят только в одном направлении
без растушевки, а после просушки наносят второй слой в другом
направлении.
По окончании работы кисти тут же надо отжать от остатков краски и
промыть. Щетинные кисти промыть от остатков:
масляных и алкидных эмалей - уайт-спиритом или скипидаром;
нитроцеллюлозных и эпоксидных материалов - растворителями № 646, 648;
перхлорвиниловых - разбавителями Р-4 или Р-5. Эмульсионные краски
смывают с кистей сначала водой, а затем водой с мылом. Кисти,
изготовленные из беличьего, барсучьего или хорькового волоса (флейцы,
обволочные и др.), отмывают от масляной краски теплой мыльной водой.
Растворителями мыть такие кисти не рекомендуется, так как волос от этого
становится ломким.
При коротких перерывах в работе с масляными красками щетинные кисти
можно хранить в краске или олифе. Но при длительном в них хранении
щетина становится хрупкой и работать с такими кистями трудно. По этой
причине нельзя хранить кисти в керосине или в растворителях.
Очищенные, промытые и просушенные на воздухе кисти хранят в таком
положении, чтобы щетина не упиралась не деформировалась. Лучше всего
хранить кисти в подвешенном состоянии.