в случае замены поршня, поршневого пальца или шатуна необходимо:
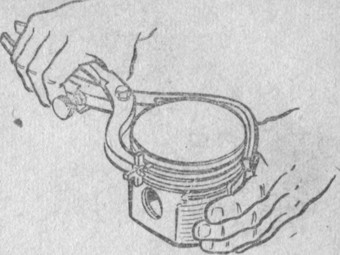
подобрать новые поршни к гильзам по усилию протягивания ленты-щупа
толщиной 0,05 мм и шириной 10 мм. Усилие протягивания должно быть
1-2 кгс. Подбор поршней производится без поршневых пальцев при
температуре 20° С (рис. 74);
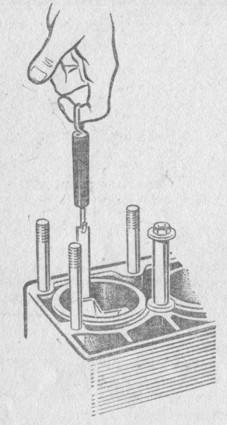
подобрать поршневой палец к шатуну так, чтобы при нормальной
комнатной температуре он плотно входил в отверстие верхней головки
шатуна под усилием большого пальца руки, как показано на рис. 75.
Поршневой палец должен быть слегка смазан маслом. Цвет маркировки
пальца должен соответствовать цвету маркировки на бобышках поршня;
проверить детали шатунно-поршневой группы по весу (см. прил. 3);
запрессовать поршневой палец в поршень и шатун с помощью
приспособления. Поршень при этом нагреть до 70° С, соединить
направляющей оправкой 3 (рис. 76) с шатуном, надеть поршневой палец
на тонкий конец оправки, надеть подпятник 5 на палец и винтом 6
Дослать палец на место; запрессовка пальца в холодный поршень может
привести к порче поверхностей отверстий в бобышках поршня и к
деформации самого поршня. При постановке поршня в цилиндр (по метке
<Назад> на поршне) отверстие для смазки на нижней головке шатуна
должно быть обращено в сторону распределительного вала;
Рис. 73. Очистка нагара в канавках поршня с
помощью приспособления 5-У-27691
Рис. 74. Подбор поршня к гильзе
Рис, 75, Подбор поршневого пальца к шатуну
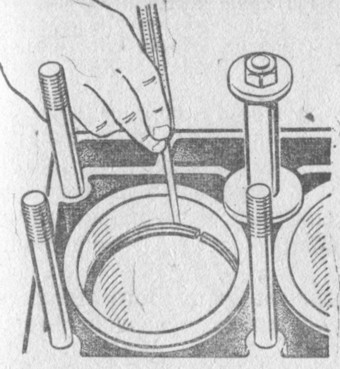
подобрать по цилиндру поршневые кольца, как показано на рис. 77.
Зазор, замеренный в стыках колец, должен быть 0,3-0,5 мм у
компрессионных и 0,3-0,7 мм у стальных дисков маслосъемного кольца.
В изношенных цилиндрах наименьший зазор делать 0,3 мм;
щупом проверить боковой зазор между кольцами и стенкой поршневой
канавки, как показано на рис. 78. Проверку производить но окружности
поршня в нескольких местах. Величина бокового зазора должна быть для
верхнего и нижнего компрессионных колец в пределах 0,050-0,082 мм,
для сборного маслосъемного кольца 0,135-0,335 мм;
Рис. 78. Проверка бокового зазора между
поршневым кольцом и канавкой поршня
надеть с помощью приспособления поршневые кольца на поршень.'
Нижнее компрессионное кольцо ставится внутренней выточкой вверх (к
днищу поршня), как показано на рис. 11. Кольца в канавках должны
свободно перемещаться;
вставить поршни в цилиндры следующим образом: протереть салфеткой
постели шатунов и их крышек, протереть и вставить в них вкладыши;
провернуть коленчатый вал так, чтобы кривошипы первого и четвертого
цилиндров заняли положение, < соответствующее нижней мертвой точке;
смазать вкладыши, поршень, шатунную шейку вала и гильзу цилиндра
чистым маслом для двигателя;
развести стыки поршневых колец под углом 180е друг к другу, а стыки
дисков маслосъемного кольца также под углом 180° друг к другу и на
90е по отношению к стыкам расширителей;
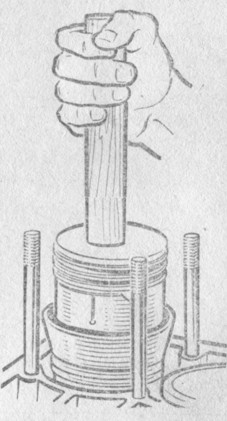
надеть на болты шатунов предохранительные латунные наконечники,
сжать поршневые кольца обжимкой или, пользуясь конусным кольцом,
вставить поршень в цилиндр, как показано на рис. 79. Перед
установкой поршня следует еще раз убедиться, что номера, выбитые на
шатуне и его крышке, соответствуют порядковому номеру цилиндра,
проверить правильность положения поршня и шатуна в цилиндре: метка
<Назад> должна быть обращена к маховику, а отверстие на нижней
головке шатуна в сторону распределительного вала;
Рис. 79. Постановка поршень с кольцами в
цилиндр с помощью приспособления 5-У-11106
Примечание. В изношенные гильзы цилиндров устанавливать комплект
поршневых колец, состоящий из верхнего луженого, второго наборного,
из стальных дисков компрессионных колец и стального маслосъемного
кольца с нехромированными дисками.
подтянуть шатун за нижнюю головку к шатунной шейке, снять с болтов
латунные колпачки, надеть крышку шатуна. Крышку шатуна следует
ставить так, чтобы номера, выбитые на крышке и шатуне, были обращены
в одну сторону. Завернуть гайки динамометрическим ключом с моментом
6,8-7,5 кгс м и законтрить при помощи штампованной из листовой стали
стопорной гайки. Момент затяжки стопорной гайки равен 0,3-0,5 кгс м;
в таком же порядке поставить поршень четвертого цилиндра; повернуть
коленчатый вал на 180° и вставить поршни второго и третьего
цилиндров;
провернуть несколько раз коленчатый вал, который должен вращаться с
небольшим усилием;