Обшивка корпуса и настил палубы и их чистовая обработка являются
специфическими судостроительными работами, которые обычно поручают
выполнять первоклассным специалистам. Это высокое уважение к работе
судостроителя сохранилось от старых времен, когда без прокладки по
пазам обшивки хлопчатобумажных нитей или конопачения трудно
было обеспечить необходимую плотность обшивки и палубы. Подобные
методы постройки корпусов яхт так же ушли в прошлое, как деревянные
нагели, которые благодаря набуханию древесины уплотняли тяжелые
болтовые соединения киля или скрытое гвоздевое соединение палубы из
тика. Современная постройка лодок и яхт благодаря использованию
клеев так же упростилась, как и постройка судов из металла благодаря
применению сварки вместо
трудоемкой и дорогой клепки.
Обшивка круглоскулых яхт одним или двумя слоями продольных досок
применяется до сих пор. Например, в Скандинавии многие деревянные
яхты строят по этому методу даже серийно и с применением клея (рис.
65). Обшивку можно начинать после того как предварительно
изготовленные ламинированные шпангоуты прикреплены болтами к килю,
выклеенному по шаблону, и шпангоуты выровнены на стапеле.
Необходимо, чтобы малки, которые делались фрезой на шпангоутах,
точно подходили под обшивку. В противном случае их надо доводить с
помощью ручного рубанка.
Обшивку начинают обычно со шпунтового (килевого) пояса и ведут вверх
по обоим бортам. В то время как при единичной постройке каждую доску
обшивки снимают с деревянного шаблона, временно прикрепляемого к
шпангоутам на гвоздях, при серийной постройке существуют уже готовые
шаблоны, по которым вырезают доски обшивки с припусками по кромкам
около 6-8 мм. После того как доска в зависимости от обводов судна
обстругана и ей придана форма в поперечном сечении соответственно
обводу шпангоутов (выполнено желобление), ее можно подгонять по
месту. Если у форштевня есть шпунт и позже не будет закрывающего
торцы досок водореза, то доску с помощью торцового рубанка подгоняют
начисто к шпунту.
Рис. 65. Корпус моторной яхты "Адлер-V" с
обшивкой из досок на стапеле.
Доску прикрепляют струбцинами к шпангоутам примерно
с одинаковым зазором в несколько миллиметров относительно кромки
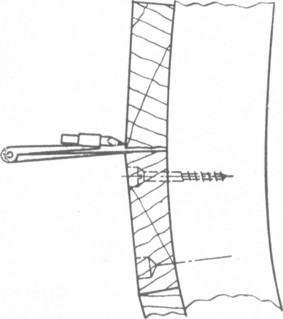
предыдущей доски. Затем с помощью специального рейсмуса (рис. 66)
проводят линию, параллельную чистовой кромке предыдущей доски.
Специальный рейсмус есть не что иное, как укороченный с одной
стороны большой измерительный циркуль солидной конструкции, на
короткой ножке которого в припаянной оправе закреплен мягкий
плотницкий карандаш. Затем доску снимают и простругивают кромку
точно по разметке, для надежности ее еще раз или два примеряют по
месту и подгоняют.
Этот длительный и трудоемкий процесс не соответствует больше духу
времени. Вместо причерчивания и подгонки ручным рубанком на
современных верфях уже давно применяют специальные ручные
электрофрезы, которые своим упором передвигаются вдоль чистовой
кромки предыдущей доски и за один проход фрезеруют кромку
устанавливаемой доски, прижатой к шпангоутам на некотором расстоянии
от чистовой кромки. После этого доску нужно снять только еще раз для
очистки прилегающих кромок обеих досок от пыли и опилок и для
нанесения на них клея и затем окончательно прикрепить ее к
шпангоутам. При этом смазывают клеем соответствующие поверхности
шпангоутов и прилегающие к ним места на доске.
Чтобы между деталями не оставалось опилок, при сверлении отверстий
под шурупы доска должна плотно прилегать к шпангоутам. Одновременно
она должна быть плотно пригнана к лежащей под ней доске. Для этого
необходимо большое количество струбцин (рис. 65). Крепление шурупами
в этом случае обеспечивает прочность соединения и одновременно
служит средством запрессовки при склеивании. Без крепления шурупами
поверхности склеивания со шпангоутами были бы значительно большими и
за восьмичасовой рабочий день можно было бы в лучшем случае
поставить две доски на борт с учетом необходимого времени на
выдержку их под давлением. Однако опытные судосборщики вдвоем ставят
5-6 досок в день, если они работают с фрезой. После завинчивания
шурупов можно снять все струбцины и подгонять следующую рейку. В
дальнейшем будет показано, что рассмотренный метод обшивки можно
рационализировать в еще большей степени.
Рис. 66. Способ причерчивания досок обшивки
с помощью рейсмуса. С наружной и внутренней сторон на верхней доске
прочерчивают линии, отстоящие на одинаковый размер от кромки нижней
доски. Затем кромку верхнего пояса сострагивают до этих линий.
Наибольшее распространение на яхтах получил настил палубы из
тиковых брусков. На яхтах из металла и пластмасс за малым
исключением также делают настил палубы из тика, если его не
выполняют из того же материала, что и корпус.
С тех пор как конопачение и заливка специальным корабельным клеем
или пеком уступили место хотя и дорогостоящему, но надежному клею на
основе резины или силикона, почти не существует технических
трудностей в обеспечении плотности и долговечности палубы из
брусков. Она обладает также хорошей стойкостью к воде и тепловой
изоляцией.
В отличие от прежних конструкций настила, бруски которого крепились
потайными гвоздями, тиковые бруски почти всегда наклеивают на один
слой прочной морской фанеры. Она не только воспринимает все силы
сжатия, но и дает при чистом склеивании удвоенную гарантию против
возникновения течи, если уплотнение швов смоляным клеем будет
повреждено.
На рис. 67 показана принципиальная конструкция современного легкого
покрытия палубы тиковыми брусками. При расстоянии между бимсами
300-400 мм и соответствующей погиби эта конструкция достаточно
прочная. Для 12-метровой яхты настил не должен быть толще, а для
7-метровой яхты его нельзя делать тоньше. Нагрузки в палубе больших
яхт можно компенсировать за счет более часто расположенных и более
прочных палубных бимсов и стрингеров. Благодаря легкой конструкции
палубы удается понизить положение центра тяжести, что важно для
обеспечения остойчивости больших яхт.
Изготовление настила начинают с наклеивания морской фанеры на
стрингеры, карлингсы и палубные бимсы. Это можно делать с помощью
струбцин или крепления шурупами. Стыки фанеры могут выполняться на
бимсах и на продольных подкладываемых под стык планках. Поверхности
склеивания фанеры с палубными бимсами должны иметь достаточную
площадь, поскольку не предусмотрено никаких креплений шурупами между
подпалубными связями и фанерой. Соответственно требуется очень
тщательное склеивание фанеры с бимсами, стрингерами и планками по
стыкам.
Рис. 67. Типовая конструкция настила палубы
из фанеры, поверх которой наклеены планки из тика (расстояние между
палубными бимсами 300-400 мм). 1 - ватервейс 40X18, тик; 2- планка
40X12, тик; 3-паз, заполненный резиновым клеем, 8X4; 4 - фанера,
d=6.
Когда палубный набор полностью покрыт фанерой,
начинают настилать поверх него тиковые рейки. На большинстве яхт
длиной более 10 м ватервейс - крайнюю к борту доску настила -
выпиливают из широких досок по шаблонам с усовыми клееными
соединениями по длине. Более рационально изогнуть две узкие рейки по
борту и склеить их друг с другом. Если внутренняя кромка деревянного
фальшборта заходит немного на паз, то получается впечатление более
широкой верхней палубы (см. рис. 67).
Все последующие палубные рейки, подготовленные для уплотнения по
пазам с помощью смоляного клея, наклеивают на фанерный настил друг
за другом, в направлении от борта к ДП. Давление запрессовки
создают, где можно, струбцинами (рис. 68). Можно также применять
подпорки, которые ставят между верхними брусьями стапеля, или
использовать тяжести, укладываемые на настил (давление должно быть
только таким, чтобы обе намазанные клеем поверхности плотно
прилегали друг к другу). Важно, чтобы в фанерном настиле не было
вмятин. При правильной установке и подгонке бимсов их быть не
должно. Если фанера в пролете между бимсами не соприкасается с
рейками, то надо предусмотреть снизу крепление на шурупах размером
3X12 мм, которые ставят через 150-200 мм, как это показано на рис.
67. Отверстия под шурупы можно разметить перед настилом реек на
фанеру и просверлить их сверху (с палубы). Для таких маленьких
шурупов рейку из тика досверливать снизу не нужно - достаточно
слегка надавить шилом (иглой рейсмуса) перед завинчиванием, чтобы
острие шурупа захватило древесину.
Рис. 68. Давление для склеивания тиковых
планок, где это возможно, создают с помощью струбцин.
Описанный метод настила палубы из брусков тика не является
единственно возможным. Наряду с ним существует способ обычного
крепления реек к бимсам шурупами с утопленной в рейки настила
головкой и последующей заделкой большого количества отверстий под
шурупы пробками. Такой метод дорогостоящий и, кроме того, пробки
могут стать источниками течи.
Независимо от видов крепления тикового настила существуют различия в
расположении реек. В то время как на парусных яхтах рейки почти
всегда укладывают параллельно линии борта, а их концы врезают в
мидельвейс в диаметральной плоскости яхты, на небольших и средних
моторно-парусных яхтах рейки часто кладут параллельно ДП, т. е.
прямо, без изгиба. Это рационально в том случае, если стенки рубок
также прямые и параллельные ДП. Такое условие редко можно выполнить
у больших моторно-парусных яхт, поэтому чаще всего идут на
компромисс. Рейки настила кладут в продолжение стенок рубки в нес и
в корму, а их концы врезают как в ватервейс, так и на мидельвейсе в
ДП.
Другой вопрос заключается в том, как оформить концы палубных реек:
острыми или тупыми. С точки зрения технологии тупые концы сейчас не
являются необходимыми. Они применялись при использовании гвоздей и
конопатки, поскольку острые концы при конопачении нередко ломались.
Следовательно, речь идет только об эстетическом восприятии. После
настила реек палубу основательно обрабатывают, особенно по пазам,
пылесосом. Затем швы смазывают специальным составом для резинового
клея, что необходимо для безупречного сцепления клея с древесиной.
Резиновый клей предлагается обычно двух видов: на основе резины,
состоящий из двух компонентов (например, форма-флекс), и на основе
силикона как однокомпонентное вещество (WKT). Однокомпонентный клей
мягче и экономнее в употреблении (наносится из тюбика). Но поскольку
он плохо шлифуется, то швы надо заполнять им на 1 мм ниже кромки
настила палубы. Недостатком этого клея является также образование
пузырьков в лаке вблизи пазов, когда им покрывают палубный настил.
Двухкомпонентная искусственная резина - более старый материал. Его
надо тщательно перемешивать и наносить распылителем. Излишки
(подтеки) нужно снимать острой стамеской прежде чем шлифовать
палубу.
При тщательном выполнении работ оба вида клея достаточно надежны.
Двухкомпонентный немного дешевле и поэтому его применяют чаще.
Отделка наружной обшивки яхты требует наряду с затратами физических
усилий (приходится строгать и шлифовать места, частично
расположенные над головой) много прилежания и терпения. Именно эти
трудоемкие работы и последний этап - лакировка поверхности обшивки -
повышают стоимость яхты.
Отделка корпуса яхты - чистая ручная работа, и ее можно выполнять
только в том случае хорошо, если отделочный рубанок и цикли всегда
держать заточенными остро как бритва.
После предварительной грубой строжки выступающих кромок реек,
которые закругляют обычным рубанком, начинают работать отделочным
рубанком с круто расположенным резцом. Благодаря более тупому углу
установки резца стружка в нем разламывается чаще и снимается
чрезвычайно тонкий ее слой, что позволяет получить гладкую
поверхность. Однако при строжке выпуклой поверхности обшивки нельзя
избежать появления узких плоских фасетообразных полос. Любитель едва
бы их заметил, но судостроитель хорошо чувствует их ладонью при
поглаживании поверхности обшивки. Если обшивку в таком состоянии
зачистить шкуркой, то эти легкие выступы становятся заметными только
после лакирования. Так как лакированную обшивку шпаклевать нельзя,
этот недостаток остается надолго. Поэтому хороший строитель перед
шлифованием должен сгладить все небольшие неровности циклей.
Циклю изготовляют обычно из рессорной стали в виде гибкой полосы
длиной 10-20 см, на которой имеется остро заточенная и закаленная
продольная кромка. Циклю прижимают двумя руками к наружной обшивке и
ведут вдоль волокон древесины. Снимая тончайшую стружку, постепенно
выравнивают фасетообразные полоски, оставленные рубанком на наружной
обшивке. После этого поверхность обшивки предварительно шлифуют
вдоль волокон средней шкуркой, которую кладут на кусок пробки
размером около 12 X 8 X 4 см. До-шлифовку мелкой шкуркой выполняют
рукой, как это делает художник при поглаживании лакированных
поверхностей, также в направлении волокон.
Описанный метод отделки относится к постройке яхт высокого качества,
дорогостоящих. Снизить стоимость отделки позволяет применение ручных
высокооборотных ленточно-шлифовальных электрических машин, качество
обработки поверхностей которыми нельзя, конечно, сравнить с
качеством, полученным в результате ручной обработки.