Головка цилиндров и клапанный механизм,
проверка технического состояния
Головка цилиндров. Перед проверкой устанавливают головку
цилиндров на подставку в виде металлической или деревянной рамки,
удаляют нагар со стенок камер сгорания и с поверхности выпускных
каналов обычной металлической щеткой или приводимой во вращение
электрической дрелью. Очищают и осматривают впускные каналы и каналы
подвода масла к рычагам привода клапанов.
Если наблюдались случаи попадания охлаждающей жидкости в масло, то
проверяют герметичность головки цилиндров, для чего устанавливают на
головке заглушки, входящие в комплект приспособления А.60344, и
нагнетают насосом воду внутрь головки под давлением 0,5 МПа. В
течение 2 мин не должно наблюдаться течи воды из головки цилиндров
двигателя.
Можно проверять головку цилиндров сжатым воздухом, для чего
устанавливают на головке цилиндров детали, входящие в комплект
приспособления А.60334, опускают в ванну с водой, нагретой до 60-80
°С, и дают ей прогреться в течение 5 мин. Подают внутрь головки
сжатый воздух под давлением 0,15-0,2 МПа. В течение 1-1,5 мин не
должно наблюдаться выхода воздуха из головки.
При обнаружении трещин головку цилиндров заменяют.
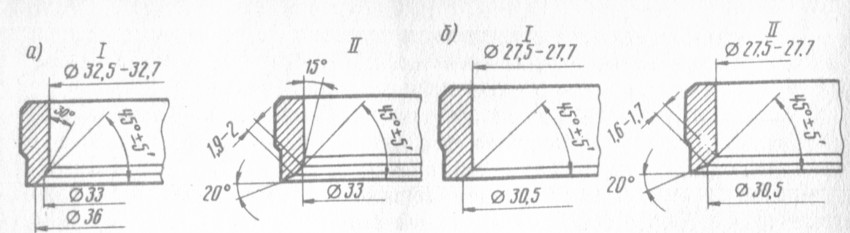
Седла клапанов. Седла (рис. 17) не должны иметь на рабочих фасках
(зоне контакта с клапанами) точечных раковин, коррозии и других
повреждений. Небольшие повреждения на поверхности рабочих фасок
устраняют шлифованием с помощью шлифовальной машинки или вручную.
Для шлифования устанавливают головку цилиндров на подставку в виде
металлической или деревянной рамки и вставляют в направляющую втулку
клапана стержень А.94059 (имеются два стержня различного диаметра:
А.94059/1 для направляющих втулок впускных клапанов и А.94059/2 для
втулок выпускных клапанов). Удаляют с фасок седел нагар и наклеп
зенкерами А.94031 и А.94092 для седел выпускных клапанов и зенкерами
А.94003 и А.94101 для седел впускных клапанов. Зенкера надевают на
оправку А.94058, центрируются направляющими стержнями А.94059.
Рис. 17. Профиль седел впускного (а) и
выпускного (б) клапанов: I - новое седло;
II - седло после ремонта
После очистки фасок надевают на стержень А.94059 пружину
А.94059/5, устанавливают на оправку А.94069 конический круг А.94078
для седел выпускных клапанов или круг А.94100 для седел впускных
клапанов, закрепляют оправку в шлифовальной машинке и шлифуют седло,
снимая при этом как можно меньше металла.
В момент соприкосновения круга с седлом машинка должна быть
выключенной, иначе возникнет вибрация и фаска будет неправильной.
Рекомендуется чаще править круг алмазом.
После шлифования ширину рабочей фаски доводят до величин, указанных
на рис. 17. Для доводки фаски седла выпускного клапана надевают на
оправку А.94058 зенкер А.94031 (угол 20°), затем надевают оправку с
зенкером на направляющий стержень А.94059 и зенкуют седло до 0 30,5
мм. Затем зенкером А.94092 доводят ширину фаски до 1,6-1,7 (см. рис.
17, б).
Для доводки фаски седла впускного клапана надевают на оправку
А.94058 зенкер А.94003 и зенкуют седло до0 33 мм (см. рис. 17, а),
затем надевают на оправку зенкер А.94101 и доводят ширину рабочей
фаски до 1,9-2 мм.
Если шлифованием не удается устранить повреждения на рабочей фаске
седла, то головку цилиндров заменяют.
Клапаны. Перед проверкой клапанов удаляют с них нагар обычной щеткой
или на полировальном станке с вращающимися щетками, после чего
проверяют: не деформирован ли стержень, нет ли трещин на тарелке, не
слишком ли изношена и не повреждена ли рабочая фаска. При наличии
деформации стержня и трещин тарелки клапан заменяют. Если же имеются
небольшие повреждения рабочей фаски клапана, то ее шлифуют на
шлифовальном станке, выдерживая угол фаски,, и следя, чтобы толщина
цилиндрической части тарелки клапана после шлифования не была меньше
0,5 мм и чтобы у выпускного клапана не оказался снятым слой твердого
сплава, наплавленный на фаску.
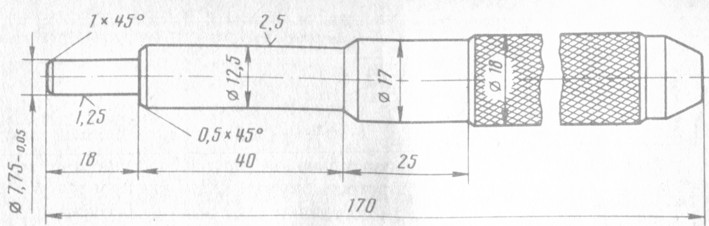
Рис. 18. Оправка A.60153/R для выпрессовки и
запрессовки направляющих втулок клапанов
Направляющие втулки клапанов. При проверке направляющих втулок
клапанов проверяют зазор между ними и стержнями клапанов, измерив
диаметр стержня клапана и отверстие направляющей втулки. Значение
величины зазора должно соответствовать данным табл. 1. Если зазор
больше допустимого, заменяют клапан. Если чрезмерный зазор между
направляющей втулкой и стержнем клапана не может быть устранен
только заменой клапана, заменяют и направляющую втулку. Для этой
операции следует пользоваться оправкой А.60153/Д (рис. 18).
Запрессовывают направляющие втулки с надетым стопорным кольцом до
упора кольца в плоскость головки цилиндров. Для замены двух
направляющих втулок впускного и выпускного клапанов 1-го и 4-го
цилиндров отвертывают две шпильки крепления корпуса подшипников
распределительного вала, так как они мешают установке оправки.
После установки направляющих втулок развертывают отверстия в них
развертками (А.90310/1 для втулок впускных клапанов и А.90310/2 для
втулок выпускных клапанов). Затем шлифуют седло клапана и доводят
ширину рабочей фаски до необходимых размеров, как указано выше.
Маслоотражательные колпачки направляющих втулок. У
маслоотражательных колпачков не допускаются отслоение резины от
арматуры, трещины и чрезмерный износ рабочей кромки. При ремонте
двигателя маслоотражательные колпачки рекомендуется всегда заменять
новыми.
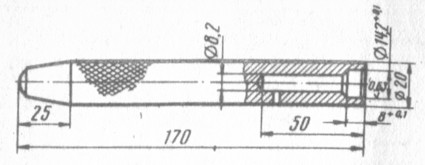
Заменять поврежденные маслоотражательные колпачки рекомендуется на
снятой головке цилиндров, чтобы не погнуть стержни клаланов. Для
напрессовки колпачков пользуются оправкой 41.78 53.4016 (рис. 19).
Рычаги клапанов. У рычагов клапанов проверяют состояние рабочих
поверхностей, соприкасающихся со стержнем клапана, с кулачком
распределительного вала и со сферическим концом регулировочного
болта. Если на них имеются задиры или риски, то рычаг заменяют
новым. Если обнаружена деформация или другие повреждения на втулке
регулировочного болта или на самом болте, то поврежденные детали
заменяют.
Рис. 19. Оправка 41.7853.4016 для установки
маслоотражательных колпачков клапанов
Пружины клапанов и рычагов клапанов. Пружины проверяют на
упругость и наличие трещин. Упругость пружин клапанов проверяется по
длине пружины в свободном состоянии (39,2 мм - внутренняя и 50 мм -
наружная) и под нагрузкой: 136ОД и 275+ 13,7 Н для внутренней (при
этом длина должна быть соответственно равна 29,7 и 20 мм); 283^24'С
и 453+22,5 кгс для наружной (при этом длина соответственно
равна'33,7 и 24 мм).
Данные для проверки пружин рычагов клапанов следующие. Длина пружины
в свободном состоянии 35 мм, а под нагрузкой 51-73,5 Н - 43 мм).
Прокладка головки цилиндров. Поверхности прокладки должны быть
ровными, без вмятин, трещин, вздутий и изломов. Отслоение
обкладочного материала от арматуры не допускается. На окантовке
отверстий не должно быть трещин, прогаров и отслоений.