|
|
||||||||||||||||||||||
 |
Технология сварки и резки различных металлов, чугуна, железа, стали, цветных металлов |
 |
||||||||||||||||||||
|
|
Сварка и резка металлов основы, теория, практические занятия |
|
||||||||||||||||||||
|
г. Саратов поддержка
проекта: код нашей кнопки: Статистика
|
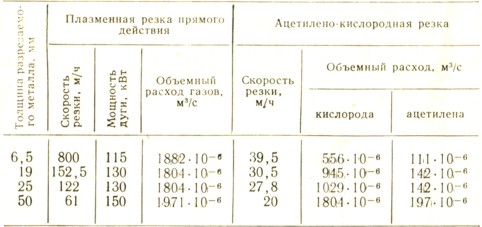
Плазменная резка металлов Для резки цветных металлов, специальных сталей и других
материалов, не поддающихся огневой резке обычными способами,
применяется плазменная резка. Однако ее преимущества, заключающиеся
в лучшем качестве обработки и высокой производительности, позволили
с успехом использовать плазменную резку для обработки черных
металлов. В табл. 22 приведены сравнительные данные плазменной резки
прямого действия (резка проникающей дугой) и ацетилено-кислородной
резки. ТАБЛИЦА 22 ПОКАЗАТЕЛИ ПЛАЗМЕННОЙ И АЦЕТИЛЕНО-КИСЛОРОДНОЙ РЕЗКИ НИЗКОУГЛЕРОДИСТОИ СТАЛИ
Проходя через выходной канал, газ разогревается до высокой
температуры и образует плазму ионизированного газа, температура
которого достигает 10 000°С. При резке плазменной дугой прямого
действия следует учитывать влияние различных технологических
параметров на ширину реза. Чтобы получить рез небольшой ширины и
обеспечить его постоянную величину, резку следует вести при
относительно высоких скоростях, питая дугу током 300-400 А. С
повышением скорости резки ширина реза уменьшается, а с ростом тока
ширина реза увеличивается при постоянной скорости резки. Процесс
плазменной резки прямого действия можно использовать для обработки
пакетов, состоящих из нескольких листов. Резка производится на
постоянном токе прямой полярности. Защита
вольфрамового электрода
и кромок реза от окисления осуществляется инертными газами - аргоном
и гелием. Плазменной дугой прямого действия можно резать (с
экономической точки зрения) углеродистые и нержавеющие стали
толщиной до 40 мм, чугун - до 90 мм, алюминий и его сплавы - до 120
мм, медь - до 80 мм. Объемный расход газовой смеси для горелки с
соплом 3-4 мм составляет до 1667 10~6 м3/с, средняя сила тока равна
250 А (сопло 3 мм) и 260-400 А (сопло 4 мм). При напряжении
холостого хода источника питания 90 В можно резать нержавеющую сталь
и алюминиевые сплавы толщиной до 20-25 мм, при обеспечении
напряжения холостого хода в 180 В (последовательное соединение
источников питания) указанные металлы можно резать при толщине их до
70-90 мм.
Читать далее про технологии сварочных работ...
Неинтересное на наш взгляд: а1 а2 а3 а4 а5 а6 а7 а8
|
|||||||||||||||||||||
|
|
||||||||||||||||||||||
|
|
||||||||||||||||||||||