поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
код нашей кнопки:
Статистика
Сварка титана и его сплавов
Высокая химическая активность в сочетании с низкой
теплопроводностью, высоким электросопротивлением и температурой
плавления, склонность к росту зерна в околошовной зоне определяют
особенности сварки титана
и его сплавов. Большая химическая активность титана при высоких
температурах по отношению к азоту, кислороду и водороду затрудняет
его сварку. Необходимым условием для получения качественного
соединения при сварке титана плавлением является полная
двухсторонняя защита от взаимодействия с воздухом не только
расплавленного металла, но и нагретого выше 600°С основного металла
и шва. При нагреве до высоких температур титан склонен к росту
зерна. Для устранения этого сварку следует выполнять при минимально
возможной погонной энергии. Вследствие загрязнения металла сварного
шва газами понижается его пластичность, что приводит к образованию
холодных трещин. Загрязнение металла шва водородом можно
предупредить, применяя электродную или присадочную проволоку,
предварительно подвергнутую вакуумному отжигу. Содержание водорода в
такой проволоке не превышает 0,004-0,006%. Большое влияние на
качество сварного соединения оказывает состояние поверхности кромок
и присадочного металла. Для удаления окиснонитридной пленки,
образующейся после термообработки, ковки, штамповки, используют
опескоструивание и последующее травление в смеси солей с кислотами
или щелочами.
Технологичность сварных конструкций из титана и его сплавов
определяется простотой струйной защиты сварного соединения от
воздействия газов атмосферы с внешней и обратной стороны шва,
свободным подведением сварочной горелки к месту сварки. Параметры
режима выбирают в зависимости от марки свариваемого сплава,
размеров, формы и конструктивных особенностей изделий. Дуговая
сварка может выполняться на большой и малой скоростях. Однако
большая скорость предпочтительнее, гак как в этом случае металл
сварного соединения меньшее время находится под действием высоких
температур, т. е. обеспечивается мелкозернистость структуры
металла, минимальная зона
термического влияния, уменьшаются деформация свариваемых изделий,
расход защитных газов и электроэнергии. С повышением напряжения на
дуге увеличивается ширина шва, уменьшается проплавление металла и
ухудшается струйная защита сварного соединения. Исходя из этого,
выбирают напряжение минимальной величины, поэтому металл толщиной до
3 мм сваривают обычной дугой, а толщиной свыше 3 мм - погруженной
дугой, чем достигается полное проплавление корня шва. Для сварки
изделий толщиной до 2 мм рекомендуется применять импульсный режим
тока. Этот способ сварки позволяет снизить число пор и деформацию
свариваемых изделий вследствие уменьшения нагрева металла во время
пауз.
Ручная электродуговая сварка титана вольфрамовым электродом
производится в аргоне, гелии или их смеси. Широкое распространение
получила сварка в аргоне. Это объясняется рядом преимуществ
аргоновой защиты. При сварке в аргоне напряжение на дуге в 1,5-2
раза ниже, чем при сварке в гелии. При одном и том же токе в
процессе сварки в аргоне выделяется тепла меньше по сравнению со
сваркой в гелии. Поэтому при сварке в аргоне легче управлять
процессом. Аргон обеспечивает лучшую защиту зоны сварки, так как он
в 10 раз тяжелее гелия и на 25% тяжелее воздуха. При этом расход
аргона сокращается на 30-35% по сравнению с гелием. Кроме того,
стоимость аргона меньше, чем гелия.
Вольфрамовые электроды без присадочного металла применяются при
сварке встык без зазора между кромками. Ослабления шва не
наблюдается вследствие термического расширения титана и сжатия
свариваемых кромок. Сварка с присадочным металлом используется при
наличии зазоров и разделки кромок и если необходимо получить
усиление шва. Стыковые соединения толщиной 0,5-1 мм сваривают без
присадочного металла. Свариваемые кромки разделывают при толщине
металла более 3 мм.
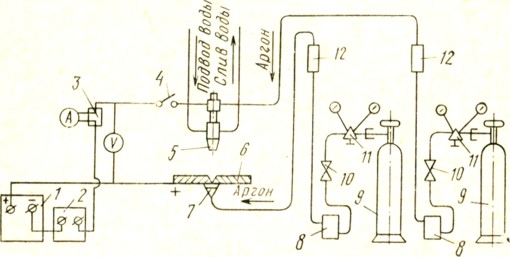
Сварка вольфрамовым
электродом производится на постоянном токе прямой полярности. В
результате уноса с катода электронами значительной части энергии он
охлаждается, что способствует концентрации тепла в месте сварки. Для
устойчивого горения дуга в среде инертных газов при постоянном
напряжении источника тока в цепь включается балластный реостат. На
рис. 61 представлена схема поста для ручной аргонодуговой сварки
вольфрамовым электродом.
Сварка и прихватка изделий из титана и его сплавов должна
выполняться в приспособлениях, обеспечивающих: высокое качество
работ, свободный доступ к месту сварки, надежную защиту места сварки
и остывающих участков шва и околошовной зоны, надежную защиту
обратной стороны сварного соединения от воздействия газов окружающей
среды, охлаждение сварного соединения в процессе сварки. При сварке
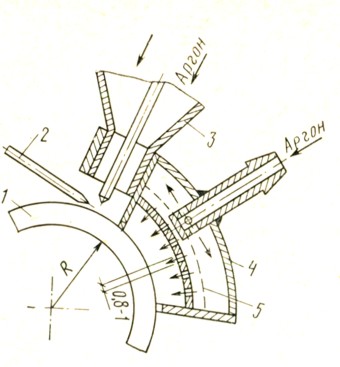
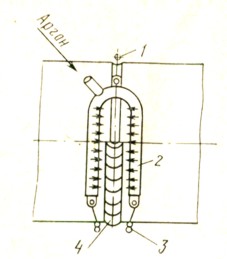
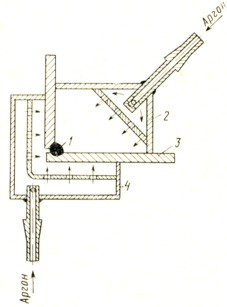
трубопроводов и трубных узлов рекомендуется применять насадки (рис.
62) и поддувки (рис. 63) для защиты наружной стороны стыка
трубопровода.
Рис. 62. Защита наружной стороны шва
насадкой при сварке трубопроводов 1 - свариваемая труба; 2-
присадочная проволока; 3 - горелка; 4 - козырек; 5 - сетка
Рис. 63. Защита наружной стороны шва
поддувкой при сварке трубопроводов 1 - пружина; 2 - трубка; 3-
цепочка; 4 - сварной шов
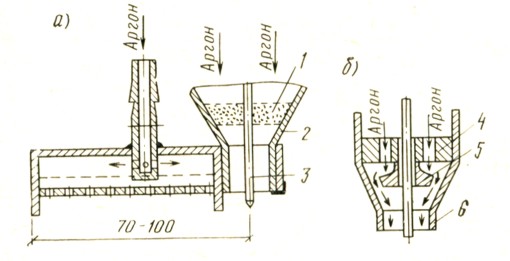
Рис. 64. Схема защиты наружной стороны шва
при ручной аргонодуговой сварке листовых конструкций а - продольный
разрез защитной колпака; б-насадка к горелке с отражательной шайбой;
1 - титановая стружка; 2 -насадка к горелке; 3-вольфрамовый
электрод; 4 - распылитель защитного газа; 5 - отражатель газа; 6-
сопло горелки
Насадка используется для стыков трубопроводов диаметром 200-300
мм. Для защиты обратной стороны сварного соединения применяют
специальные камеры. Если невозможно использовать приспособления для
поддува (сварка монтажных стыков и т. п.), то защитным газом
заполняют всю систему трубопровода или отдельные его участки. Объем
газа, поддуваемого в систему или ее участок, должен быть в 5 раз
больше, чем объем заполняемого пространства.
Рис. 65. Схема защиты обратной стороны шва
при ручной аргонодуговой сварке листовых конструкций1 - присадочная проволока;2 -сопло
горелки; 3 - изделие; 4 - приспособление для защиты обратной стороны
шва
Рис. 66. Приспособление для защиты при
сварке угловых швов1 - сварной шов; 2 -
козырек для защиты наружной стороны шва; 3 - свариваемое изделие; 4
- козырек для защиты обратной стороны шва
При изготовлении листовых конструкций для защиты наружной стороны
сварного соединения применяют колпаки или насадки (рис. 64), для
защиты обратной стороны- специальные поддувки (рис. 65), которые в
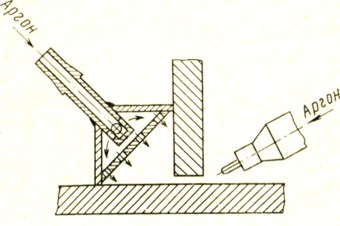
процессе сварки передвигает вспомогательный рабочий. Угловые
соединения сваривают с использованием приспособлений, обеспечивающих
двухстороннюю защиту (рис. 66), а защиту при сварке тавровых
соединений осуществляют по схеме, показанной на рис. 67.
Изделия из титана и его сплавов необходимо сваривать на
сборочно-сварочных участках в закрытых помещениях, а в условиях
монтажа - в специальных тепляках или камерах с контролируемой
атмосферой. На участке или в тепляке температура должна быть не ниже
+ 15°С. Рабочее место следует хорошо освещать с тем,чтобы можно было определять цвета побежалости на поверхности
свариваемых изделий. На сборочно-сварочном участке не допускаются
сквозняки, местные отсосы воздуха, скорость которых превышает 0,5
м/мин. Работу вентиляционных устройств и пневматических ручных машин
нужно наладить таким образом, чтобы не нарушалась газовая защита при
сварке.
Рис. 67. Приспособление для защиты при
сварке тавровых соединений
До начала сваркb, а также после замены
баллона с защитным газом необходимо провести продув системы газом в
течение 1-2 мин при объемном расходе газа 200-Ю-6-267-Ю-6 м3/с.
Сварку рекомендуется начинать и заканчивать на технологических
планках и по возможности выполнять без перерывов. В случае перерыва
в процессе сварки, а также при окончании сварки кольцевых швов,
начало и конец шва следует перекрывать на 30-60 мм. Перекрываемые
участки зачищаются стальной щеткой до металлического блеска.
Ручная сварка вольфрамовым электродом выполняется <углом вперед>,
присадочный материал подается непрерывно под углом 10-20° к изделию.
Поперечные колебания электрода не допускаются. Присадочный материал
должен подаваться без возвратных движений. Вылет
вольфрамового электрода
из сопла горелки не должен превышать 5-7 мм. При сварке
труднодоступных участков шва вылет электрода может быть увеличен при
условии сохранения хорошей защиты шва. При хорошей защите металла
сварной шов имеет серебристый оттенок (металлический блеск).
Ухудшение защиты сопровождается появлением на поверхности шва цветов
побежалости. Допускаются такие условия сварки, при которых
поверхность шва имеет окраску не темнее светло-соломенного цвета,
однако в этом случае указанные участки должны быть зачищены до
металлического блеска. При многослойной сварке
нужно тщательно зачищать каждый валик от окисной пленки,
характеризующейся появлением цветов побежалости. Сварку продольных
швов следует начинать и заканчивать на технологических выводных
планках из того же металла, что и свариваемые изделия. После
окончания сварки инертный газ подается до полного остывания нагретых
участков. Техника сварки импульсной и непрерывной дугой одинакова.
Сочетание в сварных конструкциях сплавов с различными свойствами
позволяет значительно снизить массу и стоимость изделий, применять
менее легированные сплавы, упрощать технологический процесс
изготовления конструкций. В настоящее время изготавливаются сварные
конструкции из разнородных сплавов титана ВТ 14 и ОТ4 без
присадочного и с присадочным металлом марок ОТ4 и ВТ1. Более
пластичный шов получается при использовании сварочной проволоки из
сплава ВТ1 без термообработки и с последующей закалкой и старением
после сварки. Применяется также сварка титана с
алюминиевыми и
медными сплавами, а
также со сталями. Такое сочетание металлов позволяет при минимальной
массе обеспечить работу сварных конструкций при высоких температурах
и в агрессивных средах. Сварку титана с алюминиевыми и медными
сплавами, со сталью рекомендуется проводить с использованием
промежуточных металлов. В качестве промежуточных сплавав при сварке
со сталью применяется ниобий или тантал со стороны титана и бронзы -
со стороны стали. Сварка становится возможной ввиду близости свойств
титана, ниобия и тантала, с одной стороны, и свойств бронзы к этим
металлам и стали - с другой.