поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
код нашей кнопки:
Статистика
Технологические трубопроводы
Подготовка под сварку. Конструктивные элементы
подготовленных кромок должны соответствовать требованиям ГОСТ 16037-
70. Резку и обработку концов труб рекомендуется выполнять
механическим способом на трубоотрезных станках резцами, фрезами,
абразивными дисками; на токарных станках; механическими пилами. Для
обработки труб из углеродистых и низколегированных сталей можно
применять кислородную, воздушно-дуговую и плазменно-дуговую резку,
из легированных сталей - воздушно-дуговую и плазменную резку. Однако
после этого кромки необходимо зачищать механическим способом. Концы
труб следует править при помощи приспособлений, исключающих
возможность образования трещин .смятия кромок и других повреждений.
При температуре воздуха ниже -5°С не должны допускаться удары по
трубам и правка концов без подогрева, а также гибка труб в холодном
состоянии.
Сборку труб под дуговую сварку выполняют с применением центраторов и
других приспособлений, надежно фиксирующих свариваемые между собой
трубы. Трубы в зафиксированном под сварку положении закрепляют
прихватками. Длина каждой прихватки 30- 40 мм для поворотных стыков
и 50-60 мм для неповоротных, высота прихватки 40-50% толщины стенки
грубы. Ниже приведено рекомендуемое число прихваток в зависимости от
диаметра трубы.
Диаметр трубы
Менее 200
200-350
350-500
600
700
800-1200
Число прихваток
2
3
4
5-6
5-7
6-8
Для прихватки рекомендуется применять электроды диаметром 2-3 мм.
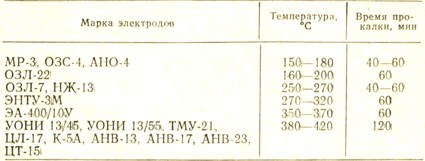
Марки электродов, рекомендуемых для сварки трубопроводов при
температуре окружающего воздуха от О до -50°С и марки стали, из
которой изготовлены технологические трубопроводы:
В табл. 15 указана температура, при которой прокаливают электроды
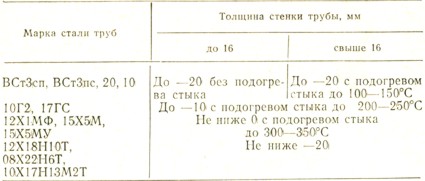
перед сваркой. Прихватку и сварку стыков трубопроводов при
температуре ниже 0°С необходимо выполнять, соблюдая специальные
условия (табл. 16).
ТАБЛИЦА 15 ЕМПЕРАТУРА ПРОКАЛИВАНИЯ ЭЛЕКТРОДОВ
ТАБЛИЦА 16 МИНИМАЛЬНО ДОПУСТИМАЯ ТЕМПЕРАТУРА ВОЗДУХА ДЛЯ
ПРИХВАТКИ И СВАРКИ СТЫКОВ ТРУБОПРОВОДОВ, °С
При температуре воздуха ниже минимально допустимой сварочные
работы ведут только в специальных защитных устройствах,
обеспечивающих температуру в рабочей зоне выше указанной в табл. 16.
Температуру контролируют каждые 2 ч, контроль обязательно фиксируют
в журнале.
Стыки следует сваривать непрерывно до полного заполнения разделки.
Допускается прекращение сварки при заполнении разделки до 70-80%
толщины металла. После окончания сварки стыков трубопроводов из
стали марки 10Г2 или в случае вынужденных перерывов необходимо
обеспечить медленное и равномерное охлаждение стыка с понижением
температуры не более чем на 10°С в 1 мин, а при возобновлении сварки
стык должен быть подогрет до соответствующей температуры. При
вынужденных перерывах в работе температуру стыков трубопроводов из
сталей марок 12Х1МФ, 15Х5М, 15Х5МУ поддерживают на уровне
температуры подогрева при сварке или проводят термическую обработку.
При наличии перерыва между окончанием сварки и началом термической
обработки скорость охлаждения стыка до температуры подогрева не
должна превышать 100°С в 1 ч.
Ударные нагрузки при отрицательных температурах становятся
чрезвычайно опасными для металла шва и труб. Поэтому, начиная от
разгрузки труб и далее на всех этапах монтажно-сварочных работ,
необходимо избегать ударов по трубам, прихваткам, резкого скатывания
сварных плетей с роликоопор. Вмятины глубиной до 50 мм исправляют
разжимными приспособлениями. При использовании ударного инструмента
выполняют местный подогрев металла до 150-200°С. Вмятины глубиной
более 50 мм исправлять уже нельзя.
Запрещается сразу же после сварки скатывать секции в снег, так как
это может вызвать ухудшение структуры металла, создать напряжения в
металле швов и появление трещин.
Первые два слоя сваривают электродами 02-3 мм, последующие слои -
электродами 04 мм. Для облицовочных слоев можно применять электроды
05 мм. Сварка ведется на постоянном токе при большей энергии, что
обеспечивается увеличением сварочного тока на 10-20%, но сравнению
со сваркой в условиях положительных температур. Поворотные и
неповоротиые стыки труб со скосом кромок 30° при толщине стенки до 6
мм сваривают не менее чем в 2 слоя, а при толщине стенки более 6 мм
- не менее чем в 3 слоя. Отдельные слои шва накладывают так, чтобы
замыкающие участки швов не совпадали друг с другом. При двухслойной
сварке первый слой шва по высоте должен составлять 60-70%, толщины
стенок труб и обеспечивать полный провар корня шва и кромок. При
трехслойной сварке высота первого слоя должна быть равна 40-50%,
толщины стенок труб. Общая высота первого и второго слоев должна
составлять 80-90%, толщины стенок труб; третий слой должен заполнить
всю разделку стыка и иметь плавный переход от основного к
наплавленному металлу.