поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
код нашей кнопки:
Статистика
Деформация технологические мероприятия
Технологические мероприятия. Наиболее рациональное проведение
температурного цикла при сварке, последовательность выполнения
сварочных операций, правильное сочетание свойств основного и
сварочного материалов, подогрев соединений перед и в процессе
сварки, уравновешивание деформаций; использование обратных
деформаций, применение специальных приемов сварки существенно влияют
на величину образующихся при сварке напряжений.
Для металла, склонного к закалке, следует осуществлять более мощный
тепловой режим. При этом увеличивается объем разогреваемого металла,
а следовательно, замедляется остывание. Кроме того, при сварке
металла больших толщин, а также при низких температурах окружающего
воздуха рекомендуется выполнять предварительный и сопутствующий
подогрев. Это уменьшит скорость охлаждения и разность температур
между холодными и нагретыми частями свариваемого изделия.
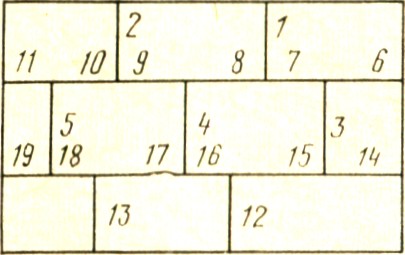
Соблюдение правильной последовательности наложения (рис. 56) швов
обеспечивает свободную деформацию свариваемых элементов.
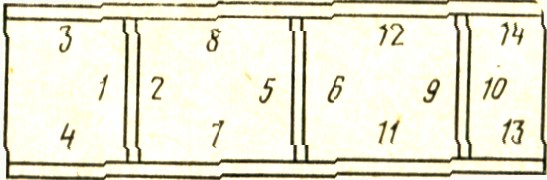
При методе уравновешивания деформаций швы накладывают в таком
порядке, чтобы последующий шов вызывал деформации, обратные
возникшим при наложении предыдущего шва. В качестве примера на рис.
57 показана очередность наложения швов при сварке балки двутаврового
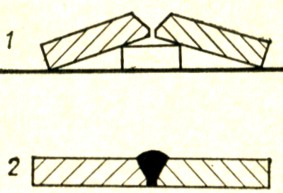
сечения. При использовании обратных деформаций в изделии перед
сваркой искусственно вызывают деформацию, противоположную той,
которую оно должно получить после сварки (рис. 58).
Рис. 56. Последовательность правильного
наложения швов при сварке листового настила
Рис. 57. Очередность наложения швов при
сварке балки двутаврового сечения
Рис. 58. Использование обратных деформаций
при сварке 1.2- положения свариваемых деталей до и после сварки
Остаточные деформации можно снять и в готовых сварных
соединениях, для чего применяют несколько способов. В тех случаях,
когда это возможно, к изделию прикладывают внешнюю нагрузку. Тогда
создаваемые ею напряжения складываются с остаточными и вызывают
местную пластическую деформацию в местах наибольших остаточных
напряжений. Пластическая деформация снимает в определенной степени
остаточные напряжения или приводит к их более благоприятному
перераспределению по поперечному сечению соединения.
Проковка или обкатка сварных соединений создает в шве и околошовной
зоне местные пластические деформации, противоположные вызванным
сваркой. Это приводит к уменьшению, а иногда полному снятию
остаточных сварочных напряжений.
Полностью снимает остаточные напряжения и термообработка готового
сварного соединения или всего изделия.
Приложение нагрузок или термообработку иногда трудно или невозможно
применить на практике. В таких случаях используют методы,
позволяющие перераспределить остаточные напряжения или образовать в
наиболее опасных местах напряжения, не уменьшающие, а увеличивающие
прочность сварной конструкции. К таким методам относятся
поверхностный наклеп и местный нагрев.
Поверхностный наклеп производится с помощью дробеструйной обработки
или чеканкой пневматическими молотками со специальными насадками. С
помощью дроби или бойка пневматического молотка на обрабатываемой
поверхности на определенную глубину создается пластическая
деформация. Вследствие неравномерности деформации по сечению детали
и стремления верхнего слоя металла расшириться в нем возникают
благоприятные остаточные напряжения сжатия.
Второй метод заключается в том, что в местах, где концентрируются
опасные для конструкции остаточные сварочные напряжения,
складывающиеся с напряжениями от рабочей нагрузки, выполняют местный
сосредоточенный нагрев детали газовой горелкой примерно до 700°С. В
результате нагрева остаточные напряжения перераспределяются в
благоприятном для конструкции направлении.