Глава 42. Ремонт деталей заднего моста и тормозной системы
Ремонт деталей тормозной системы
Ремонт тормозных колодок в основном состоит в замене накладок;
для этого высверливают или выдавливают на прессе старые заклепки,
очищают поверхность колодок от ржавчины и заусенцев, проверяют колодки
по шаблону и приклепывают к ним новые накладки Не следует срубать старые
заклепки зубилом во избежание изменения формы колодки и повреждения
отверстий под заклепки. Отверстия в колодке под заклепки должны точно
соответствовать диаметру заклепок; при разработке отверстий их следует
развернуть под больший размер заклепок или заварить и после заварки
просверлить новые отверстия.
В последнее время освоен процесс приклеивания фрикционных накладок
тормозных колодок и ведомых дисков сцепления., Используется клей ВС-ЮТ,
приготовляемый на основе синтетических смол и обеспечивающий высокую
прочность соединения при нагреве деталей до 300°.
Процесс приклеивания состоит из очистки поверхности тормозной колодки и
накладки и их обезжиривания (бензином <калоша>, ацетоном, уайт-спиритом),
нанесения клеяивыдержки при комнатной температуре в течение 25-30
мин. Прочность соединения обеспечивается при условии прижатия на->кладки
к тормозной колодке с давлением 3-4 кг/см2 и термической обработки в
электрических сушильных шкафах (при температуре 180° в течение 40 мин.).
Ремонт изношенной поверхности тормозного барабана, а также устранение
задиров и рисок производят протачиванием барабана на токарном станке или
металлизацией его внутренней поверхности цинковой проволокой. При
больших износах производят гильзование барабанов чугунными или стальными
кольцами, которые после запрессовки приваривают с торцов в нескольких
местах или закрепляют стопорными винтами с потайной головкой. Затем
кольцо растачивают на токарном станке под нужный размер.
Правильность прилегания накладок тормозных колодок проверяют после
сборки тормозного механизма по следам, остающимся на накладках в местах
соприкосновения с внутренней поверхностью барабана при проворачивании
заторможенного колеса; неровности на поверхности накладки снимают
рашпилем.
Основными дефектами деталей гидравлического привода тормозов являются
риски и износ рабочей поверхности главного и колесных тормозных
цилиндров, разбухание и разрушение резиновых манжет, забитость, срыв и
износ резьбы в отверстиях, обломы и трещины на фланцах крепления.
Риски на рабочих поверхностях тормозных цилиндров устраняют доводкой
(хонингованием), при износах производят расточку и шлифование. Сильно
изношенные главные тормозные цилиндры могут быть восстановлены под
номинальные размеры гильзованием.
Разрушенные и разбухшие манжеты колесных тормозных цилиндров заменяют
новыми.
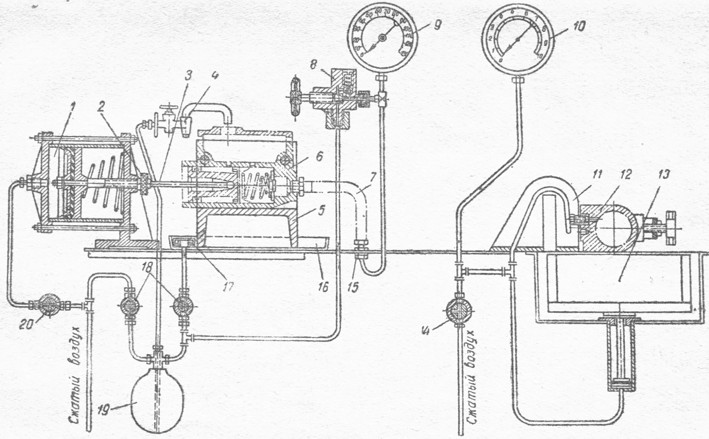
На рис. 181 приведена схема стенда для проверки главного и колесных
тормозных цилиндров. Главный тормозной цилиндр 6 закрепляют в
приспособлении 5, вставив толкатель 3; присоединяют шланг 7 и заполняют
резервуар главного цилиндра тормозной жидкостью (через кран 4).
Прокачиванием испытуемого цилиндра из системы удаляется воздух, затем
открытием крана 20, впускающего сжатый воздух в рабочий цилиндр 1,
вызывается нагнетательный ход поршня главного тормозного цилиндра. При
давлении воздуха в сети 5-6 кг/см2 давление в проверяемом цилиндре
должно составлять 90-100 кг/см2. Это давление, указываемое манометром 9,
при закрытых кранах 8 и 20 не должно снижаться в течение 3 мин.
Перед испытанием колесного цилиндра 12 ванну 13 заполняют
денатурированным спиртом, в отверстие цилиндра 12 ввертывают штуцер
приспособления 11, а к торцам поршней цилиндра подводят упоры. Поворотом
крана 14 в цилиндр впускают сжатый воздух, а подъемом ванны 13 погружают
цилиндр в спирт. Колесный цилиндр исправен, если в ванне не появляется
пузырьков воздуха.
Основными дефектами деталей пневматического привода тормозов являются:
а) по компрессору - износ цилиндров, поршней, поршневых пальцев и колец,
втулок и подшипников шатуна, шеек коленчатого вала и пластинчатых
клапанов; б) по тормозному крану диафрагменного типа - трещины, вмятины
и заусенцы диафрагмы, риски и раковины на клапанах и их седлах,
изменение упругости пружин, износ втулок и отверстий под ось рычага;
износ сухаря и рычага; в) по тормозным камерам (цилиндрам)-трещины и
вмятины корпуса, износ отверстия в корпусе под шток, погнутость штоков,
износ или повреждение диафрагмы (поршня).
Рис. 181. Схема стенда для проверки главного и
колесных цилиндров гидравлического привода тормозов: 1-рабочий цилиндр
стенда; 2-маховичок, фиксирующий положение толкателя; 3-сменный
толкатель; 4, 8, 14, 18 и 20-краны; 5-приспособление для крепления
главного тормозного цилиндра; 6-главный тормозной цилиндр; 7-шланг; 9 и
10-манометры; 11-приспособление для крепления колесного цилиндра; 12-
колесный тормозной цилиндр; 13-ванна для спирта; 15-штуцер; 16-ванночка
для тормозной жидкости; 17-фильтр; 19-баллон с тормозной жидкостью
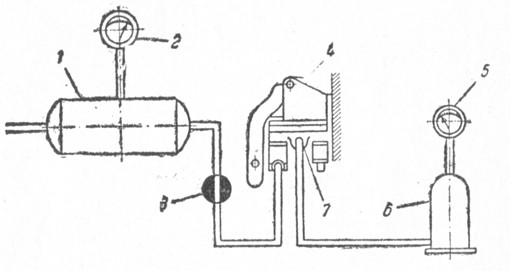
Рис. 182. Установка для испытания тормозного
крана: 1 и 6-резервуары; 2 и 5-манометры; 3-кран; 4-тормозной кран;
7-штуцер
Ремонт деталей кривошипно-шатунного механизма компрессора производят
так же, как и ремонт соответствующих деталей двигателя. Клапаны
компрессора притирают по седлам головки цилиндров.
Диафрагмы тормозного крана, имеющие трещины и вмятины, заменяют. Рабочие
поверхности клапанов притирают по седлам. Затем клапаны собирают и
измеряют высоту выступающей части стержня. Если расстояния от опорной
поверхности корпуса клапана до торца стержня превышают размеры,
предусмотренные техническими условиями (для впускного клапана тормозного
крана автомобиля ЗИЛ-164-16 мм, для выпускного -19 торцы стержней
шлифуют.
В случае износа отверстий во втулках крышки крана под ось рычага втулки
заменяют; если изношено отверстие под ось в рычаге - ставят ремонтную
втулку. Изношенный сухарь рычага при наличии выработки от толкателя
глубиной более 0,3 мм заменяют новым.
При наличии трещин и вмятин корпуса тормозную камеру или цилиндр следует
браковать. Если диаметр отверстия в корпусе под шток превышает величину,
заданную техническими условиями, то ремонт производят заваркой с
последующим сверлением отверстия номинального размера или постановкой
втулки. Прорезиненная ткань диафрагмы тормозной камеры не должна иметь
надрывов и расслоений.
Правильность сборки и герметичность тормозного крана должны быть
проверены на установке (рис. 182), в которой резервуар 1 емкостью 35 л
соединен с компрессором. Сжатый воздух из этого резервуара через кран 3
поступает к впускному клапану проверяемого тормозного крана 4. Штуцер 7
крана соединяют с резервуаром 6 емкостью 1 л; второй штуцер крана должен
быть заглушён. При открытом кране 3 и свободном положении рычага
тормозного крана давление по манометру 2 должно быть 9 кг/см2, а по
манометру 5-0. При повороте рычага тормозного крана до упора показания
обоих манометров должны стать одинаковыми (9 кг/см2).
Если при неизменном положении рычага и закрытом кране 3 снижение
давления по манометру 5 не превышает 0,5 кг/см2 в течение 5 мин., то
герметичность хорошая. В правильно отрегулированном тормозном кране и
при резком повертывании его рычага давление, показываемое манометром 5,
должно возрасти с 1 до 8 к г/см2 менее чем за 1 сек.; при резком
закрытии того же крана давление с 8 до 1 кг/см2 должно снизиться менее
чем за 1 сек. При плавном повороте рычага тормозного крана показания
манометра 5 должны изменяться тоже плавно.
Ремонт рессор. Первоначальная стрела прогиба рессорных листов
уменьшается (листы выпрямляются) при перегрузке рессор и от толчков при
движении автомобиля по неровной дороге; выпрямление листов приводит к
потере ими упругости и поломке.
Для разборки рессору зажимают в стуловых тисках или специальных
струбцинах, освобождают хомутики и центровой болт, затем осторожно
разжимают тиски.
После разборки листы рессоры очищают от грязи и ржавчины и проверяют на
отсутствие трещин и глубоко проникшей ржавчины; стрелу прогиба проверяют
по шаблону. Если стрела прогиба уменьшилась не более чем наполовину,
листы правят в холодном состоянии легкими ударами молотка по внутренней
их поверхности (рихтовка). Лучший результат дает правка с нагревом в
такой последовательности: отжиг листа, придание ему нормальной стрелы
прогиба, закалка и отпуск.
Резиновые рессорные подушки, имеющие износ или разрывы, во избежание
стука концов рессор в кронштейнах заменяют. Изношенные втулки в ушках
коренных листов и рессорные пальцы также заменяют новыми. Удаление
изношенных и постановку новых втулок производят при помощи выколоток или
под прессом. Под размер рессорных пальцев втулки развертывают.
При сборке рессоры производят подгонку листов по стреле прогиба,
тщательно очищают их и смазывают графитной смазкой. Затем листы надевают
на специальный стержень (вместо центрового болта) и сжимают в тисках,
стержень вынимают, вставляют центровой болт, завертывают его гайку и
ставят хомутики.