Кузнечные работы. Основными видами кузнечных работ являются рубка,
вытяжка (протяжка), осадка (высадка), пробивание отверстий (прошивание),
правка, гнутье и кузнечная сварка.
При рубке нагретый предмет подрубают зубилом с одной стороны, затем
поворачивают и обрубают с другой стороны. Для удержания нагретого
предмета во время работы, поворачивания его на наковальне, вкладывания в
горновое гнездо и выемки из горна применяют клещи.
При вытяжке происходит удлинение и уменьшение поперечного сечения
поковки, при осадке, наоборот,- укорочение и увеличение поперечного
сечения. Для вытяжки применяют подбойки (разгонки); осадку производят
ударами кувалды в награвлении оси поковки.
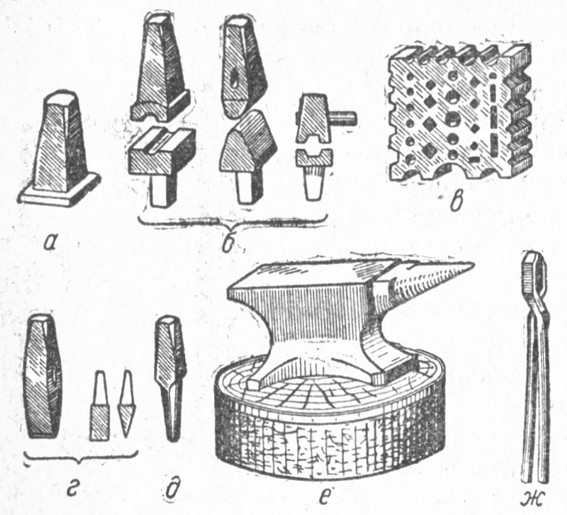
Рис. 156. Приспособления и инструменты для
кузнечных работ: а - гладилка; б - обжимки; в - гвоздильня; г -зубила; д-
пробойник; е - наковальня; ж - клещи
Для выглаживания плоских поверхностей применяя гладилки, а для
придания поковкам нужной формы - oбжим или так называемую гвоздильню,
имеющую на боковых грани углубления, выполняющие назначение обжимок.
Отверстия пробивают пробойниками, а калибруют бородками (рис. 156).
Правку производят на наковальне, крупных деталей - правочных плитах;
проверяют правку на плите на просвет или шаблонам.
Гнутье производят на роге наковальни или между роликами по шаблону.
Трубы? перед гнутьем заполняют сухим песком.
Кузнечная сварка производится под молотом и применяется для стали с
содержанием углерода до 0,2%; при этом свариваемые куски металла
нагревают до ярко-белого цвета (1300-1350°), доводят до состояния
пластичности и под ударами соединяют между собой.
Сварка металлов. При ремонте автомобилей используют преимущественно два
вида сварки: газовую (ацетилено-кислородную) и электрическую дуговую.
При газовой сварке сварочный шов образуется после расплавления места
сварки и присадочного металла ацетилено-кислородным пламенем сварочной
горелки. Кислород, необходимый для горения, получают с кислородного
завода в стальных баллонах, окрашенных в синий цвет. Баллон вмещает
около 6000 л кислорода под давлением 150 кг!см2. Ацетилен имеет резкий
запах, ядовит и взрывоопасен; при сгорании дает температуру до 3300°;
его получают с завода в готовом виде в стальных баллонах, окрашенных в
белый цвет, или в специальных генераторах на месте. При давлении 15
кг/см2 баллон вмещает от. 4500 до 6000 л ацетилена.
В оборудование поста газовой сварки входят: баллон с кислородом, баллон
с ацетиленом (или ацетиленовый генератор), сварочная горелка, сварочный
стол, стул, стеллажи для деталей, ванна с водой для охлаждения горелки,
ящик для присадочных прутков и флюсов.
При ремонте сваркой стальных деталей автомобиля, имеющих трещины и
обломы, присадочный материал должен быть таким же, как и свариваемый.
Для наплавки изношенных мест деталей присадочный металл следует брать
более высокого качества по сравнению с основным металлом. Диаметр
прутков присадочного металла должен быть тем больше, чем больше толщина
свариваемого металла. Для защиты расплавленного металла от окислов,
мешающих прочному соединению основного и присадочного металлов, при
сварке необходимо применять флюсы. Температура плавления флюса должна
быть ниже температуры плавления основного и присадочного металлов;
образуемый флюсом шлак должен всплывать на поверхность металла.
Электросварка разделяется на дуговую и контактную. Дуговая сварка может
выполняться постоянным или переменным током.
Пост электросварки включает сварочный агрегат постоянного тока,
состоящий из генератора постоянного тока и электродвигателя переменного
тока, сварочный стол, табурет, стеллажи, стальные щетки, держатели
электродов, амперметр, сигнальную лампу, показывающую напряжение в
сварочной цепи, и предохранительные щитки для защиты глаз и кожи лица от
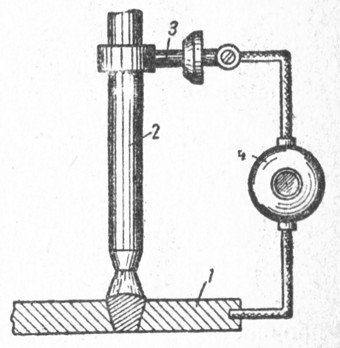
вредного действия лучей электрической дуги. Электрическая дуга,
температура которой достигает 3700°, возникает между электродом 2 (рис.
157) и свариваемой деталью 1, если коснуться электродом детали, а затем
отвести его от поверхности детали на 4-10 мм.
При сварке переменным током применяют трансформатор, а для получения
устойчивой дуги и шва более высокого качества используют электроды с
обмазкой. Обмазка защищает расплавленный металл от соприкосновения с
воздухом и дает возможность ввести в наплавляемый металл легирующие
материалы.
Свариваемость стали зависит от содержания в ней углерода. С увеличением
содержания углерода температура плавления стали понижается, и ее легче
пережечь. Так как при газовой сварке зона нагрева металла больше, чем
при электросварке, то для большинства деталей автомобиля, изготовленных
из среднеуглеродистых термически обработанных и легированных сталей,
применяют электросварку.
Для наварки металла на изношенные места термически обработанных стальных
деталей (например, поворотных цапф, валов и шестерен) необходимо
применять высококачественные электроды с обмазками, точно соблюдать
режимы сварки и обязательно проводить полную термическую обработку после
свар ки. В целях предупреждения коробления и отпуска деталей при сварке
их погружают в ванну с водой (за исключением мест наплавки).
Контактную (точечную) сварку применяют для соединения деталей,
изготовленных из тонкой листовой стали. При сварке детали зажимают между
медными электродами сварочного станка. Под действием протекающего через
электроды и свариваемые детали переменного электрического тока низкого
напряжения металл деталей нагревается, переходит в пластичное состояние
и под давлением электродов сваривается.
Ремонт чугунных деталей производят преимущественно газовой сваркой.
Крупные детали подвергают перед сваркой подогреву до температуры
600-700° в специальных горнах или печах; без подогрева производят
электросварку медными электродами, обернутыми белой или черной жестью.
Обмазкой служит мел и жидкое стекло. Наплавленный такими электродами
металл состоит из сплава железа с медью и отличается высокой прочностью
и пластичностью.
Для сварки деталей из сплавов цветных металлов, стальных деталей малой
толщины и при резке металлов применяют газовую сварку.