Перебои в работе инжектора вызывают неизбежное понижение уровня
воды в котле, создают угрожающее положение и могут привести к аварии и
даже к катастрофе: расплавлению контрольных пробок, поджогу потолка
огневой коробки и взрыву котла. Поэтому должно быть обеспечено вполне
исправное состояние инжекторов и надежность их действия должна быть
гарантирована.
Неисправности инжектора можно разделить на две основные группы:
неправильный ремонт деталей и их сборка; неумелый уход за инжекторами со
стороны паровозных бригад.
Для определения неисправностей инжектора и способов их устранения
следует руководствоваться данными табл. 16, разработанными для наиболее
характерных случаев неисправной работы инжектора.
Инжектор периодически осматривается и ремонтируется через 25 000-30 000
км пробега при промывочном или подъемочном ремонте паровоза. В
зависимости от общего объема работы на промывке предусмотрено два вида
ремонта инжекторов: без периодического осмотра и с периодическим
осмотром.
В первом случае выполняют мелкий ремонт (притирка клапанов и др.) без
снятия инжектора. Во втором случае инжектор снимают и производят полную
разборку его. При этом питательные трубы очищают от накипи.
Разобранные детали инжектора осматривают для определений необходимого
ремонта. Для очистки от накипи детали промывают в ванне с раствором,
состоящим из одной части соляной кислоты и двух частей воды. Накипь
очищают щеткой и деталь промывают в чистой воде. При отсутствии соляной
кислоты можно применять для раствора кальцинированную соду.
При среднем и текущем ремонтах заварка трещин, раковин и наплавка
изношенных поверхностей в корпусе инжектора разрешены вне зависимости от
количества таких пороков. Все сварочные работы в инжекторе выполняют
газовой сваркой с присадкой бронзы. Трещины в корпусе разделывают
V-образно с засверливанием концов. При наплавке изношенных резьбовых
поверхностей старую резьбу стачивают на стенке. Перед заваркой раковины
и трещины вырубают до здорового металла. Корпус инжектора равномерно
подогревают до 350-400°, а после сварки медленно охлаждают. После
ремонта корпус инжектора подвергают гидравлическому испытанию при
рабочем давлении плюс 5 ат. На наплавленном металле после механической
обработки не должно оставаться пор, раковин и шлаковых включений.
Поверхность конусов должна быть гладкой, без раковин, а резьба конусов
вполне исправной и плотно входить в гнезда. Основное условие сборки
инжектора - точное соблюдение расстояния между конусами согласно
чертежным размерам, а также совпадение осей. Регулирование конусов
производят, подрезая буртик нагревательного или центрального парового
конуса или устанавливая медную прокладку.
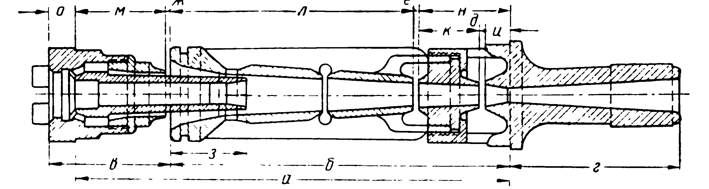
На фиг. 177 изображены конусы инжектора №11 (В 250) в сборе.
Изношенные гнезда питательных клапанов восстанавливают наплавкой или
ставят новую втулку (запрессовкой или на резьбе). На некоторых
предприятиях Урала, во избежание разъедания клапанов и втулок щелочными
водами, бронзовые клапаны и втулки заменяют стальными из стали Ст. 4,
Ст. 5 или из нержавеющей стали.
В последнее время находит широкое применение ремонт инжекторов с помощью
специальных калибров и разверток. Этот метод заключается в том, что
основные размеры конусов и посадочных мест проверяют калибрами, а
исправление производят развертками.
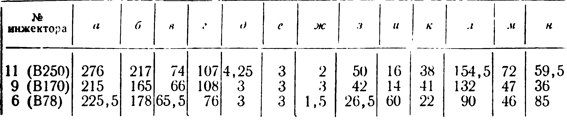
Таблица 17 Размеры конусов в мм (обозначения по фиг. 177)
Фиг. 177. Конусы инжектора № И (В250) в сборе.
Отремонтированный инжектор подвергают испытанию на специальной
установке, а при отсутствии ее - на паровозе. Испытание инжектора
делится на нормальное и критическое. В первом случае инжектор испытывают
только на производительность. При этом
давление пара в котле должно быть 11-13 ат, температура всасываемой воды
не ниже 20° и высота всасывания 1,5 м.
При этих условиях минимальное количество подаваемой воды должно быть для
инжекторов № 11-250, №9-170 и №6- 78 л/мин. Критическое испытание
инжектора делают с целью проверки надежности его работы (без учета
производительности) при пониженном давлении пара в котле и при
повышенной температуре воды в тендерном баке. В первом случае инжектор
испытывают при температуре всасывающей воды не ниже 20° с постепенным
понижением давления пара до 4 ат; во втором случае - при температуре
всасывающей воды 35° и рабочем давлении пара.