Паровые трубы работают в весьма неблагоприятных условиях - при
переменных резко меняющихся давлении и температуре. Поэтому часто
встречаются пропуск пара в соединениях труб, надрывы и трещины у фланцев
и ряд других повреждений. Паровыпускные трубы работают при низком
давлении и в лучших температурных условиях, поэтому повреждения их
довольно редки.
Парение во фланце в большинстве случаев является следствием небрежной
установки прокладных чечевичных колец.
Обрыв трубы и ослабление соединений во фланцах происходят в результате
ослабления междуцилиндрового скрепления рамы или ослабления укрепления
котла у дымовой коробки, что вызывает сдвиг котла или цилиндров по
отношению друг к другу. Исправление трубы производят сваркой с
тщательной притиркой прокладных чечевичных колец и пригонкой размеров
трубы точно по месту. Для предупреждения повреждений- соединений котла с
рамой и связанного с этим повреждения труб необходимо обеспечить
регулярное смазывание подвижных опор топки при эксплуатации паровоза.
При ремонте паровых труб разрешается заваривать трещины, вваривать
вставки и целые части, приваривать фланцевые кольца паровых труб
электрическим и газовым способами. После ремонта, до установки на место,
паровпускные трубы подвергают гидравлическому испытанию при котловом
давлении плюс 5 атм ресиверные - при котловом, а паровыпускные при 5 ат.
Чечевичные кольца для соединения паровых труб изготовляют из чугуна или
стали. По диаметру и притирочному профилю кольца должны соответствовать
ГОСТ 3230-54. Толщину их разрешается увеличивать на 50%.
После установки и укрепления паровых труб отверстия вокруг них в стенках
дымовой коробки для предотвращения подсасывания наружного воздуха через
неплотности заделывают со стороны дымовой коробки асбестовой массой.
При ремонте конуса сменяют насадок, размер которого должен точно
соответствовать чертежному, заваривают трещины в корпусе и
восстанавливают отломанные углы.
Большинство этих неисправностей вызывается небрежным уходом, т. е.
несвоевременной очисткой дымовой коробки от изгари, что приводит к
горению изгари и повреждению конуса. Очистку конусов от нагара
производят отстукиванием и соскабливанием.
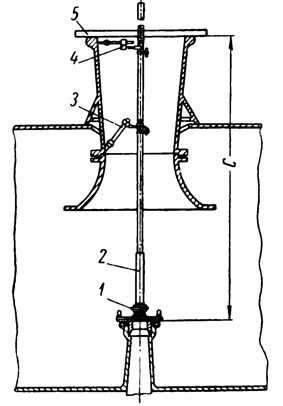
Фиг. 176. Проверка установки конуса по оси
дымовой трубы штанговым прибором.
Пропуск пара конусом в месте соединения его с трубами, а также
неверное расположение конуса устраняют перестановкой с последующей
проверкой специальным штанговым прибором. Проверка штанговым прибором
(фиг. 176) сводится к следующему: конус у основания не закрепляют и в
проверенное отверстие верхней насадки устанавливают штангу 2 с
самоцентрирующимся диском 1, укрепленным на ее конце.
По штанге в вертикальном направлении перемещают два движка 3 и 4 с
иглами. Для проверки прибор устанавливают на конус таким образом, чтобы
его самоцентрирующийся диск плотно лег на горизонтальную поверхность
насадки, а кулачки вошли внутрь ее. Укрепив штангу кулачками, закрепляют
движки 3 и 4 на штанге в верхнем и нижнем основании трубы. Вращая движки
с иглами вокруг штанги, наблюдают, как иглы касаются стенок дымовой
трубы. После этого проверяют расстояние С от верхней кромки дымовой
трубы до верхней плоскости насадки конуса с помощью линейки 5 и штанги
2, на верхней части которой нанесены соответствующие размеры.
В последнее время для проверки конусов применяют оптические приборы,
отличающиеся значительным удобством и большой точностью.
В условиях заводского ремонта установку конуса проверяют, предварительно
установив по нивелиру котел. В условиях промывочного ремонта в депо это
не требуется. Достаточно правильно применить приборы, и установка конуса
может быть проверена точно.